Check below the specifications and configurations available in the X200 CELL - Nesting plugin:
Available from version: Plugin Builder 1.60.17.4
Machine Type: CNC Nesting machining center
Manufacturer: Morbidelli | SCM
Generated file extension: .Pgmx, .Xcs
Manual:for more information, contact the manufacturer.
Main features
- Holes
- Slot
- Machining
- Nesting
Settings
To check the settings on CNC Machines, click here.
File
Defines which columns go into the Nesting file. For more information, click here.
Label
Defines the label properties of the machine.
Image Settings
Border ribbon character in image: character that is displayed in the caption of the label informing where the edge of the piece is.
Caption font size (pts): sets the font size used in part dimensions.
Dimensions font size (pts): sets the text size used in part dimensions.
Height (px): determines the height of the image.
Line thickness (px): determines the line thickness of the image.
Monochromatic: if enabled the image will be sent in black and white mode.
Resolution (DPI): measurement used by printer manufacturers to determine the resolution of the printed image.
Rotation (°): sets the image rotation in degrees.
Unity of measurement: convention used to represent dimensions in Pixels/Points or in millimeters.
Use bold fonts: defines whether the text is generated in bold.
Use border ribbon reference: for more information click here.
Width (px): determines the width of the image.
Labels
Copy labels images to selected relative path: if this option is deselected, the images will only be generated in the BMP_etiquetas folder of the directory selected for generating the programs. When selected, images are also copied to the selected path.
Save labels Images: enabling the check box to automatically save images of labels, the label path field is enabled, this field being blank like the image above, is sent in the label path informed to the software, the same path indicated when the files were generated , so the path that the machine uses must be the same as the one sent.
Máquina 1
General
Name: define the name for the machine.
IMPORTANT: The name set in this field also changes the name of the folder where the generated files will be saved.
Length X (mm): the value entered in this field indicates the maximum usable length of the machine.
Width Y (mm): the value entered in this field indicates the maximum usable width of the machine.
Program extension: extension of the generated program (pgmx or xcs).
Apply suction command: enable suction command.
Blocking option (V): header command V that sets the suction and vacuum interlock options.
T value for defined default working area: command the actuation of the stops, to position the part, for more information click here.
Working area: identifies the positioning of the part on the machine's worktable.
Integration System
Integration System: defines for which integration system the programs will be generated, Genio, Maestro or Maestro with tag.
Change the path for the Xilog Maestro: this option defines the Maestro xylog path.
Change the path for the tools configuration file for the Xilog Maestro: this option sets the path of the tools configuration file. Accepts Maestro *.tlgz files only.
Xcs to pgmx convertion limit: number of programs that can be converted at a time from xcs to pgmx.
Tools
To check the settings about CNC Tools, click here.
Conicals Mills
Conical milling cutters are used to perform profile machining.
Contour Machining
External contour cut direction: it defines the machining of contours to be made in a non-clockwise or anti-clockwise direction.
Internal Milling
Internal contour machining start: defines where the internal contour machining starts, at one of the corners or in the middle of one of the machining edges.
Internal milling cut direction: it defines the machining of contours to be made in a non-clockwise or anti-clockwise direction.
Properties
Code: the code defined in this field must be the same as the one defined on the machine so that the tool can be located correctly.
Cutting Angle: tool cutting angle.
Diameter (mm): tool diameter.
IMPORTANT: in the image below, in blue it represents the tool zero point.
Height (mm): tool height.
Horizontal step depth (mm): depth value per horizontal pass of the tool, depending on this value and the depth registered on the part, the number of times the tool will pass on the part until reaching the desired depth in the horizontal is defined.
Machining Compensation: drilling compensation and through machining. For more information click here.
Name: the name defined in this field must match the registration defined on the machine so that the tool can be located correctly.
Suction hood position: this value ranges from 0 (no hood position) to the value corresponding to the lowest hood position.
Vertical step depth (mm): value of the depth per vertical tool stroke, depending on this value and the depth entered on the workpiece, the number of times the tool will pass on the workpiece until it reaches the desired vertical depth is defined.
IMPORTANT: To maintain compatibility and standard operation, the value for Depth of vertical pass uses the same value as the tool height.
Mills
The mills are used to perform slotting and machining.
Contour Machining
Contour machining start: defines where contour machining starts, at one of the corners or in the middle of one of the workpiece edges. This option is applicable only to external contour machining.
External contour cut direction: defines whether contour machining has to be done clockwise or counterclockwise.
Internal Milling
Internal contour machining start: it defines internal machining to be made in a non-clockwise or anti-clockwise direction.
Internal milling cut direction: defines where internal contour machining starts, at one of the corners or in the middle of a machining edge.
Use cutting direction in single line operations: when you mark this setting, single-line machining operations follow the cutting direction of the mills. For more information click here.
Lead in
Input type in linear machining: defines the type of input the tool will use when machining and contouring linear forms. Options Ramp, vertical, circular.
- Circular: in this type the tool descends outside the part and then starts cutting tangentially before entering the part.
- Vertical: in this type the tool descends vertically onto the workpiece and begins cutting.
- Ramp: in this type the tool descends by making a ramp until it reaches the maximum depth of operation.
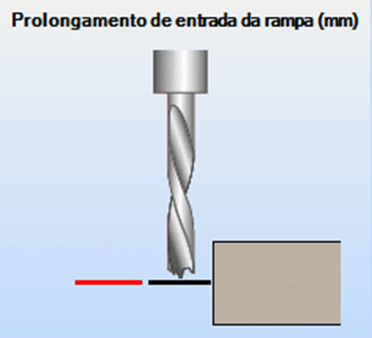
Lead in extension (mm): extension of the entrance before the contour cutting starts, equivalent to the red line in the image.
Ramp lead in extension (mm): input extension used to calculate the ramp input of the tool, equivalent to the red line in the image.
Lead in/ Lead out
Distance between lead in and lead out (mm): distance the tool exits and enters the part. It is advisable that this value be greater than zero so that the cut does not leave any fragments (burrs).
Lead Out
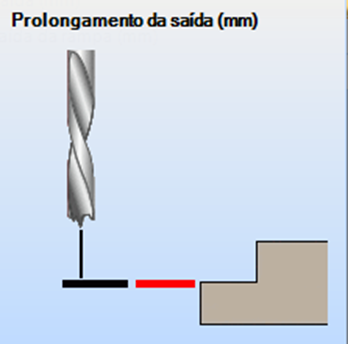
Lead Out extension (mm): output extension after machining/contouring is finished, equivalent to the red line.
Lead Out Type: defines the type of output that the tool will use when machining and contouring.
- In the vertical type, the tool descends vertically onto the workpiece and begins cutting.
- In the circular type, the tool descends outside the part and then starts cutting tangentially before entering the part.
- In the ramp type, the tool descends as a ramp and starts cutting.
Ramp lead out extension (mm): output extension after machining/contouring is finished, equivalent to the red line on the picture.
Properties
Code: the code defined in this field must match the registration defined on the machine so that the tool can be located correctly.
Diameter (mm): tool diameter.
Height (mm): tool height, in millimeters.
Name: the name defined in this field must match the registration defined on the machine so that the tool can be located correctly.
Overlap (mm): overpass between tool passes to avoid material leftovers.
Step depth (mm): depth of tool step.
Suction hood position: this value ranges from 0 (no hood positioning) to the value corresponding to the lowest hood position.
Through plunge and milling offset (mm): compensation of the drilling and machining of the part.
Tool Alignment
Milling alignment: defines if the tool has an offset, Automatic, Center, Left or Right according to the direction of the Cut direction option for contour machining. For more information click here.
Saws
Saws are used to make slot.
Properties
Alignment: alignment of the saw, center, left or right.
Code: the code defined in this field must match the registration defined on the machine so that the tool can be located correctly.
Diameter (mm): tool diameter.
In offset (mm): transfer between the passes of the hardware to avoid leftover material.
Name: the name defined in this field must match the registration defined on the machine so that the tool can be located correctly.
Orientation: tool orientation, vertical or horizontal.
Out offset (mm): saw output compensation for performing the cut, in millimeters. This setting is only applied if the slot ends outside or on the endpoint of the part.
Overlap (mm): input compensation of the saw to perform the cut, in millimeters. This setting is only applied if the slot starts outside or on the starting point of the part.
Suction hood position: this value ranges from 0 (no hood position) to the value corresponding to the lowest hood position
Thickness (mm): thickness of the saw.
Setups
General
Name: the name set in this field also changes the name of the folder where the generated files will be saved.
Perform drilling: machine is enabled to drill holes.
Make slots: with the option checked the registered slot will be generated in the machine programs.
Perform machining: with the option checked the registered machining operations will be generated in the machine programs.
Variable usage field distance, in the X axis: distance from the end of the part on the X axis, which determines the area (blue area on the image) where operations should take variable part size minus the distance from the operation under consideration to the end.
Variable usage field distance, in the Y axis: distance from the end of the part on the Y axis, which determines the area (red area on the image) where operations should take variable part size minus the distance from the operation under consideration to the end.
Invert variable fields: by checking this option, when a rotated part is generated, the fields invert as shown in the picture.
Alignment by face: defines whether the alignment face registered on each part is considered when generating programs. If yes, this face will be aligned according to the selected configuration. For more information clickhere.
Perform machined contour: defines the contour of which parts will be generated.
- None: contour machining will not be generated for any part;
- All: contour machining will be generated for all parts;
- Only marked: contour machining will be generated only for parts that have the Machined Contour property enabled in the library register.
Perform Nesting: generate programs for Nesting.
Slot process: through the Plugin Builder, it is possible to create and determine types of processes for features registered in the library, thus enabling the use of a certain tool for a specific feature. For more information click here.
Machine
Priorization order: defines the order of prioritization of operations for program generation. According to the order indicated in this field the plugin will prioritize in program A the selected option. Example: In a part that has holes on one side and tears on the other side, the order indicated in this field will determine which of them will be prioritized in the A program.
Slot tool: tool used for slots. IMPORTANT: This option is available when the Make Slots option is selected.
Operations ordering: order that the machine performs operations. Example: in a part that has holes and tears on the same face the order indicated in this field will determine the sequence in which they will be executed by the machine.
File .inf
Detail all programs operations: detail operations not performed in the .inf file in all programs (A, B. C .....).
Generate empty parts info: generate .inf file of parts without operations.
Holes
Drill bits for blind hole operation: option for normal drilling. Normal drilling is considered normal when it is not through or marking drilling.
Drill Bits for through hole operations: type of drill for through hole drilling - Normal Drill, Spear or Reaming Drill.
Drill bit for marking hole operation: type of drill bit for marking drilling – Normal Drill, Lance or Reamer
Depth of marking hole operation (mm): maximum depth to be a marking hole. When the hole is smaller or equal it will automatically be considered a marking hole.
Drill bit angle used in through holes: determine the drill bit end angle for through hole usage (from 25 to 90 degrees). This value is used in the calculation to determine the increment in the through-hole depth to ensure that the hole passes completely through the part.
Drill GAP in through hole operation (mm): determine the clearance of the drill for use in through holes.
Drill Bits Type: defines the codes used for each drill type. The codes are defined in the fields, reamer drill type, lance drill type, normal drill type, and large normal drill type.
Maximium diameter of horizontal drill bit (mm): maximum diameter of horizontal drills.
Maximium diameter of vertical drill bit (mm) :maximum diameter of vertical drills.
Minimum diameter of drill bit (mm): minimum drill diameter.
Number of horizontal drill bits (X): the number of drills, for each horizontal face, present in the machine.
Number of lateral drill bits (Y): number of drill bits, for each side face, present in the machine.
Number of vertical drill bits (Z): number of vertical drills present in the machine.
Technical Data
Head displacement over X axis:
Maximum head displacement over X axis:
Maximum thickness(Z): maximum thickness of the part that the machine can perform operations.
Minimum length (X): minimum workpiece length for the machine to perform operations.
Minimum thickness (Z): minimum thickness of the part that the machine can perform operations.
Minimum width (Y): minimum part width for the machine to perform operations.
Slots
Maximum slot depth: maximum depth of the slot, in millimeters.
Maximum slot thickness: maximum slot thickness.
Minimum slot thickness: minimum slot thickness.
Machinings
Execute multipass millings into a single milling command: enables the multi-pass command in a single command.