Verifique abaixo as especificações e configurações disponíveis no plugin Insider FT2.
Disponível a partir da versão: Plugin Builder 1.60.17.4
Tipo de máquina: Centro de Usinagem CNC
Fabricante: Biesse
Exemplo de programas: BOT0133A
Extensão do arquivo gerado: .XNC
Principais características
- Furação;
- Fresas;
Configurações
Para verificar as configurações sobre Máquinas CNC, clique aqui.
Máquina 1
Gerais
Nome: defina o nome para a máquina;
IMPORTANTE: O nome definido neste campo altera também o nome da pasta onde serão salvos os arquivos gerados.
Comprimento (mm): comprimento X da peça para que a máquina possa executar operações;
Largura (mm): largura da máquina;
Diversos
Formato do programa: o formato definido neste campo definirá a extensão do arquivo gerado: .bpp , .Cid ou .Cix.
Ferramentas
Para verificar as configurações sobre Ferramentas CNC, clique aqui.
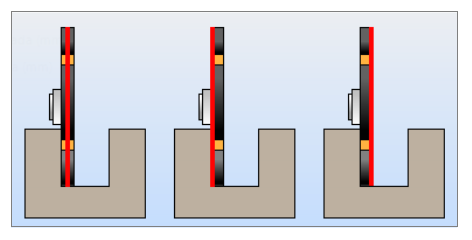
Serras
As serras são utilizadas para execução de rasgos.
Propriedades
Alinhamento: alinhamento da serra, centro, esquerda ou direita;
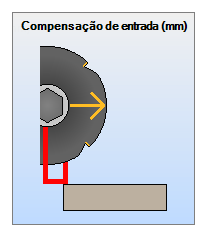
Compensação de entrada(mm): compensação de entrada da serra para executar o corte, em milímetros. Esta configuração é somente aplicada caso o rasgo inicie fora ou sobre o ponto inicial da peça;
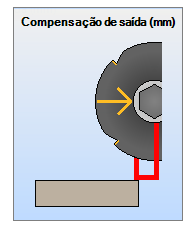
Compensação de saída(mm): compensação de saída da serra para executar o corte, em milímetros. Esta configuração é somente aplicada caso o rasgo termine fora ou sobre o ponto final da peça;
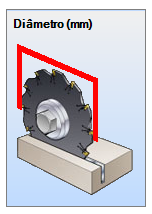
Diâmetro (mm): diâmetro da ferramenta;
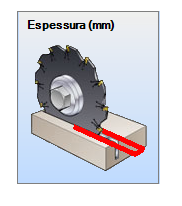
Espessura (mm): espessura da serra;
Nome: o nome definido neste campo deve estar igual ao cadastro definido na máquina para que a ferramenta possa ser localizada corretamente;
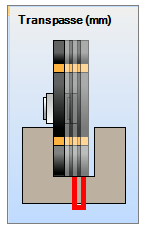
Transpasse (mm): transpasse entre as passadas da ferramenta para evitar sobra de material.
Restrições
Espessura máxima da serra: Espessura máxima da serra, em milímetros;
Espessura mínima da serra: Espessura mínima da serra, em milímetros.
Setups
Gerais
Nome: o nome definido neste campo altera também o nome da pasta onde serão salvos os arquivos gerados;
Alinhar pela face: define se na geração dos programas é considerada a face de alinhamento cadastrada em cada peça. Se sim esta face será alinhada conforme a configuração selecionada. Para mais informações clique aqui;
Simetria: executar furos simétricos simultaneamente;
Versão: versão do programa gerado. Precisa ser compatível com o software que irá abrir os arquivos gerados pelo plugin.
Máquina
Ordem de priorização: define a ordem de priorização das operações para geração de programas. Conforme a ordem indicada neste campo, o plugin irá priorizar no programa A, a opção selecionada;
Ordem de Operações: ordem que a máquina realiza as operações.
Exemplo: em uma peça que tenha furos e rasgos na mesma face, à ordem indicada neste campo irá determinar a sequência em que eles serão executados pela máquina.
Especificações Técnicas
Comprimento mínimo (X): comprimento mínimo da peça para que a máquina possa executar operações;
Espessura máxima (Z): espessura máxima da peça para que a máquina possa executar operações;
Espessura mínima (Z): espessura mínima da peça para que a máquina possa executar operações;
Largura mínima(Y): largura mínima da peça para que a máquina possa realizar operações.
Furos
Broca para furação normal: opção de broca para furação normal. Furação será considerada normal quando não for passante ou de marcação;
Diâmetro mínimo para broca normal grande | furação normal (mm): esta opção só ficará disponível quando na opção Broca para furação normal for escolhida a opção Broca Normal. Furações com diâmetro inferior ao cadastrado utilizarão broca normal. Furações com diâmetro superior ou igual ao cadastrado utilizarão broca normal grande;
Broca para furação passante: opção de broca para furação passante. Furação será considerada passante quando a profundidade for maior que a espessura da peça;
Broca para furação de marcação: opção de broca para furação de marcação. Furação é considerada de marcação quando a profundidade for menor ou igual ao valor estabelecido no campo Profundidade da furação de marcação (mm);
Profundidade de furação de marcação (mm): profundidade máxima para ser furação de marcação. Quando furo for menor ou igual será automaticamente considerado furo de marcação;
Ângulo da extremidade da broca para furação passante: determine o ângulo da extremidade da broca para uso de furações passantes (de 25 até 90 graus). Este valor é utilizado no cálculo para determinar o acréscimo na profundidade da furação passante a fim de garantir que o furo atravesse completamente a peça;
Folga da broca na furação passante (mm): determine a folga da broca para uso em furações passantes;
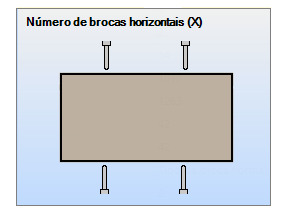
Número de brocas horizontais (X): quantidade de brocas, para cada face horizontal, presente na máquina;
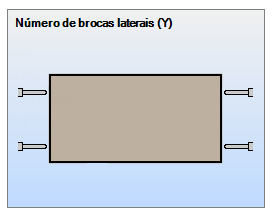
Número de brocas laterais (Y): quantidade de brocas, para cada face lateral, presente na máquina;
Número de brocas verticais (Z): quantidade de brocas verticais presentes na máquina;
Tipo de brocas: define os códigos usados para cada tipo de broca. Os códigos são definidos nos campos, tipo da broca escareadora, tipo da broca lança, tipo da broca normal e tipo da broca normal grande.
Exemplo de Desenho Técnico