Dentro dos arquivos gerados Builder, desenhos técnicos (PDF) e imagens de etiquetas, todas as peças que possuem face de alinhamento cadastrada recebem o símbolo A, conforme imagem abaixo:
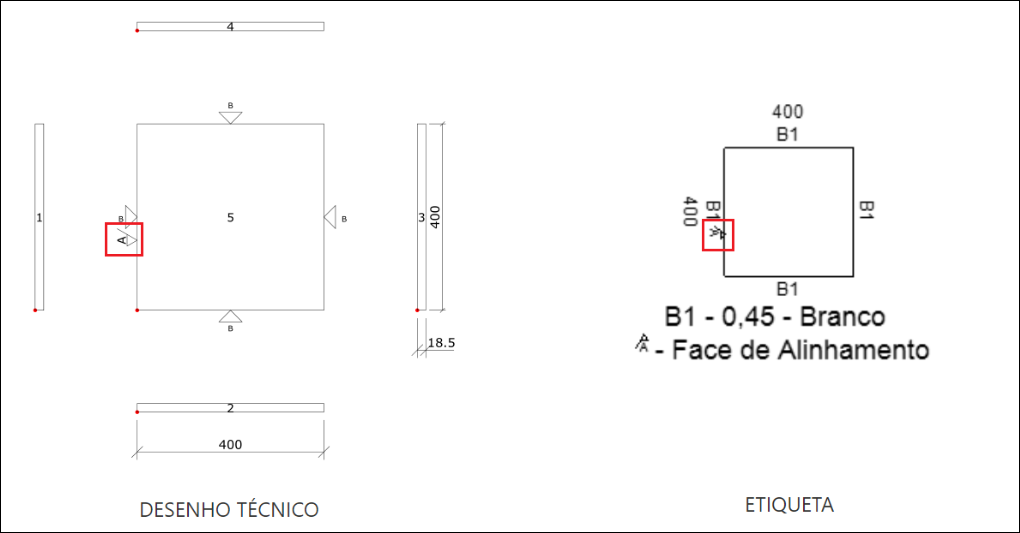
A face de alinhamento pode ser melhor traduzida como a aresta da peça que irá encostar na origem (ponto-zero) da máquina, porém tudo depende de como o campo Alinhar pela face foi configurado no Plugin CNC, melhor detalhado a seguir.
Pelo ponto zero

Exemplo:
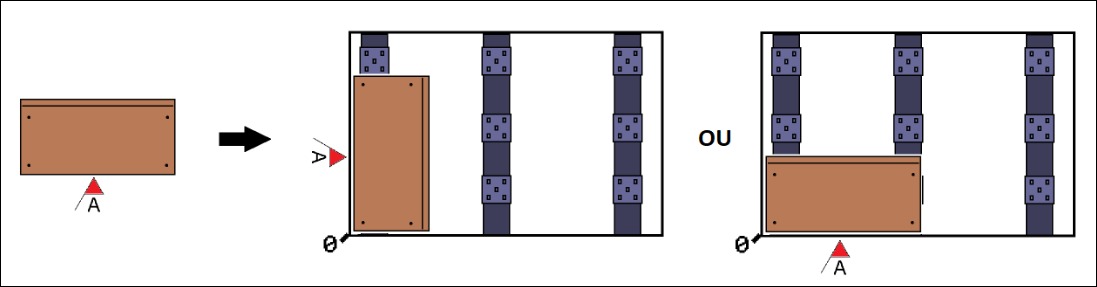
Esta configuração faz com que a face de alinhamento fique em contato com o ponto-zero da máquina, existindo 2 posições possíveis, pois a face de alinhamento poderá ficar tanto no sentido do comprimento como no sentido da largura da mesa da máquina. Na prática, em máquinas verticais por exemplo, a peça poderá ficar com a face de alinhamento ou para baixo, ou para a direita (ambos casos, a origem da máquina fica em contato com a face de alinhamento da peça).
Esta é a opção mais utilizada e recomendada, visto que, com 2 posições possíveis por face, gera menos restrições físicas de máquina e evita que possíveis folgas ou alinhamento incorreto do CNC fiquem muito aparentes no móvel pronto. Isto porque, por padrão, a face de alinhamento é a aresta frontal das peças, logo, qualquer diferença na usinagem, irá ficar para o fundo do móvel.
Nenhum

Exemplo:

Com esta opção, o plugin irá ignorar a face de alinhamento da peça de forma com que ela seja rotacionada de uma forma que consiga realizar a maior quantidade de operações em um único programa.
Comprimento

Exemplo:
Esta configuração faz com que, obrigatoriamente, a face de alinhamento fique paralela ao “comprimento” da mesa da máquina, por exemplo: em máquinas verticais, a face de alinhamento ficaria para baixo.
Deixar nesta configuração mantém um padrão de posicionamento entre todas as peças, no entanto, pode causar algumas restrições físicas com a máquina, pois neste caso, somente haverá 1 posição possível em cada lado da peça.
No caso de uma base (com alinhamento frontal), caso a mesma seja projetada para uma largura pequena, a peça não será rotacionada no CNC, isso porque essa configuração irá forçar que o alinhamento da mesma fique no comprimento.
Largura

Exemplo:
Esta configuração, por fim, é similar à configuração Comprimento no entanto, neste caso, a face de alinhamento ficará paralela à largura (ou altura) da mesa da máquina.
Tombamento
Nos casos em que a peça possui furações em ambos os lados, o qual gere programas A e B, é necessário realizar o tombamento da peça na máquina, para se efetuar o programa B.
A regra geral é que, ao realizar o tombamento, a face de alinhamento inicial deve ficar virada para o mesmo lado que estava, logo, se o alinhamento estiver no comprimento (da mesa da máquina), o tombamento deverá ser feito no sentido horizontal. Já se a face de alinhamento estiver na largura/ altura (da mesa da máquina), o tombamento deverá ser feito no sentido vertical.
OBSERVAÇÕES GERAIS:
O Promob gera os desenhos técnicos PDF e etiquetas de uma forma padrão.
Portanto, visualmente, não se deve se basear no desenho fornecido pelo Promob para posicionamento da peça na máquina, a informação que o mesmo fornece de relevante para o posicionamento, é a aresta que é a face de alinhamento.
Para saber-se se a peça irá ficar na vertical ou horizontal, pode-se abri o programa em um software específico da fabricante ex: (Biesse Works, Xilog, Maestro, WoodWop….), assim será possível verificar através do desenho da peça nestes programas, como será o sentido da mesma.
Para os valores de Comprimento e Largura, não necessariamente o valor maior será o Comprimento e o menor a Largura. Isto será definido na Configuração da Máquina (CNC), conforme imagem abaixo:
Exemplo:

Caso tenha dúvidas em como alterar a face de alinhamento nas composições da biblioteca, acesse Builder - Alterar face de alinhamento nas composições