Verifique abaixo as especificações e configurações disponíveis no plugin ABD 100:
Disponível a partir da versão: Plugin Builder 1.60.17.4
Tipo de máquina: Centro de Usinagem CNC
Fabricante: Weeke / Homag
Exemplo de programas: BAS2586A
Extensão do arquivo gerado: .mpr
Manual: manual disponibilizado pelo fabricante, clique aqui.
Principais características
- Furos;
- Inserção de ferragens (cavilhas, calços, corrediças). Para mais informações sobre o cadastro de inserções de ferragens acesse o artigo Builder – Cadastro de inserções de ferragens.
Configurações
Para verificar as configurações sobre Máquinas CNC, clique aqui.
Máquina 1
Gerais
Nome: defina o nome para a máquina.
IMPORTANTE: O nome definido neste campo altera também o nome da pasta onde serão salvos os arquivos gerados.
ID do motor de geração (mm): ID do motor de geração da máquina;
Comprimento X (mm): comprimento X da peça para que a máquina possa executar operações;
Comprimento mínimo X (mm): comprimento mínimo da peça para que a máquina possa executar as operações;
Largura Y (mm): largura da máquina;
Largura mínima Y (mm): Largura mínima da peça para que a máquina possa realizar operações;
Espessura máxima Z (mm): Espessura máxima da peça que a máquina pode executar operações;
Espessura mínima Z (mm): Espessura mínima da peça para que a máquina possa executar operações;
Distância do campo de uso de variável no eixo X: Distância do final da peça no eixo X, que determina a área onde as operações devem levar variável do tamanho da peça menos a distância da operação em consideração ao fim;
Distância do campo de uso de variável no eixo Y: Distância do final na peça no eixo Y, que determina a área onde operações devem levar variável do tamanho da peça menos a distância da operação em consideração ao fim;
Inverter campos de variável: Ao marcar está opção, quando uma peça rotacionada é gerada, os campos invertem.
Rotações
Avaliar largura mínima para rotação: Define se na geração dos programas será avaliado a dimensão mínima da peça para ser rotacionada na direção da largura. Se sim, peças que possuem face com dimensões menores que o definido serão rotacionadas, e a face ficará alinhada ao eixo da largura da máquina;
Largura mínima permitida para rotações (mm): Define a largura mínima permitida para rotações. Se a largura da peça é menor que o definido, a maior dimensão da peça será colocada em X.
Arquivo .inf
Detalhar operações em todos os programas: Detalhar operações não realizadas no arquivo .inf em todos os programas (A, B, C,...);
Gerar arquivo .inf de peças sem operação: Gerar arquivo .inf de peças sem operações.
Furos e inserções de ferragens
Profundidade da furação de marcação (mm): Profundidade máxima para ser considerada furação de marcação. Quando o furo for menor ou igual será automaticamente considerado furo de marcação;
Modo de furação não passante: Modo de furação para furos não passantes da peça;
Modo de furação passante: Modo de furação para furos passantes da peça;
Diâmetro mínimo de furação e inserção de ferragem(mm): Diâmetro mínimo de furação e inserção de ferragem.
Furos e inserções de ferragens laterais
Diâmetro máximo para furações e inserção de ferragens laterais(mm): Diâmetro máximo para furações e inserção de ferragens laterais;
Profundidade máxima de furação e inserção de ferragens laterais(mm): Profundidade máxima para furação e inserção de ferragens laterais;
Número de brocas para furação lateral em cada lado: Número de brocas para furação lateral em cada lado (nas faces de topo).
Furos verticais e inserções de ferragens
Diâmetro máximo para furações e inserção de ferragens verticais(mm): Diâmetro máximo para furações e inserção de ferragens verticais;
Profundidade máxima de furação e inserção de ferragens verticais(mm): Profundidade máxima de furação e inserção de ferragens verticais;
Número de brocas para furação vertical: Número de brocas para furação vertical (na face superior);
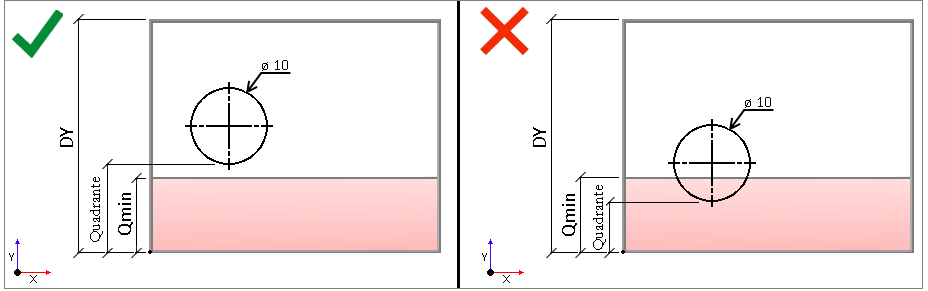
Posição mínima no centro da ferramenta para furações e inserções de ferragens verticais(mm): Posição mínima no centro da ferramenta para furações e inserções de ferragens verticais em Y.
SetUps
Gerais
Nome: o nome definido neste campo altera também o nome da pasta onde serão salvos os arquivos gerados.
Alinhar pela face: define se na geração dos programas é considerada a face de alinhamento cadastrada em cada peça. Se sim esta face será alinhada conforme a configuração selecionada. Para mais informações clique aqui.
Fazer furos: com a opção marcada, os furos cadastrados serão gerados nos programas de máquina.
Fazer inserção de ferragens: a máquina está habilitada para fazer a inserção das ferragens;
Processos selecionados para inserção de ferragens: Processo selecionado para a máquina fazer a inserção de ferragens.
Máquina
Ordem de priorização das operações: define a ordem de priorização das operações para geração de programas. Conforme a ordem indicada neste campo, o plugin irá priorizar no programa A, a opção selecionada.
Exemplo: Em uma peça que tenha furos em uma face e rasgos na outra face, à ordem indicada neste campo irá determinar qual deles será priorizado no programa A.
Ordem de Operações: ordem que a máquina realiza as operações.
Exemplo: em uma peça que tenha furos e rasgos na mesma face, à ordem indicada neste campo irá determinar a sequência em que eles serão executados pela máquina.
Furos
Broca para furação normal: Opção de broca para furação normal. Furação será considerada normal quando não for passante ou marcação;
Broca para furação passante: Opções de broca para furação passante;
Broca para furação de marcação: Opção de broca para furação de marcação;
Folga para furação passante (mm): determina a folga da broca para uso em furações passantes;
Ângulo da broca para furação passante: determina o ângulo da broca para uso de furações passantes. (de 25 até 90 graus);