Neste artigo, serão abordados as seguintes características de cadastro de usinagens no Plugin Builder:
- Cadastro de Usinagens dinâmicas
- Usinagem dinâmica em apenas um módulo
- Aplicação de Usinagens no ambiente 3D
- Usinagem de perfil
- Utilização Usinagens
- Processos de Usinagens e Rasgos
- Tipos de Usinagem
- Seleção de Usinagens paramétricas
- Configuração de Pontes para Usinagens passantes
- Usinagem com profundidade variante
- Correção na aplicação de Usinagens dinâmicas por contato
Leia com atenção o material disponível e, caso tenha alguma dúvida, entre em contato com a Consultoria de Catalog.
Cadastro de Usinagens dinâmicas
Usinagens dinâmicas são cadastradas geralmente em itens como caixas de tomadas, passa fios e itens semelhantes para que, ao serem inseridos no ambiente 3D e posicionados em uma geometria cadastrada, esses acessórios gerem usinagem nas geometrias a qual foram agregadas:
Para realizar esse cadastro é necessário seguir os seguintes procedimentos:
1. Certificque que se o desenho .DXF cadastrado possui a layer cadastrada e carregada dentro do desenho;
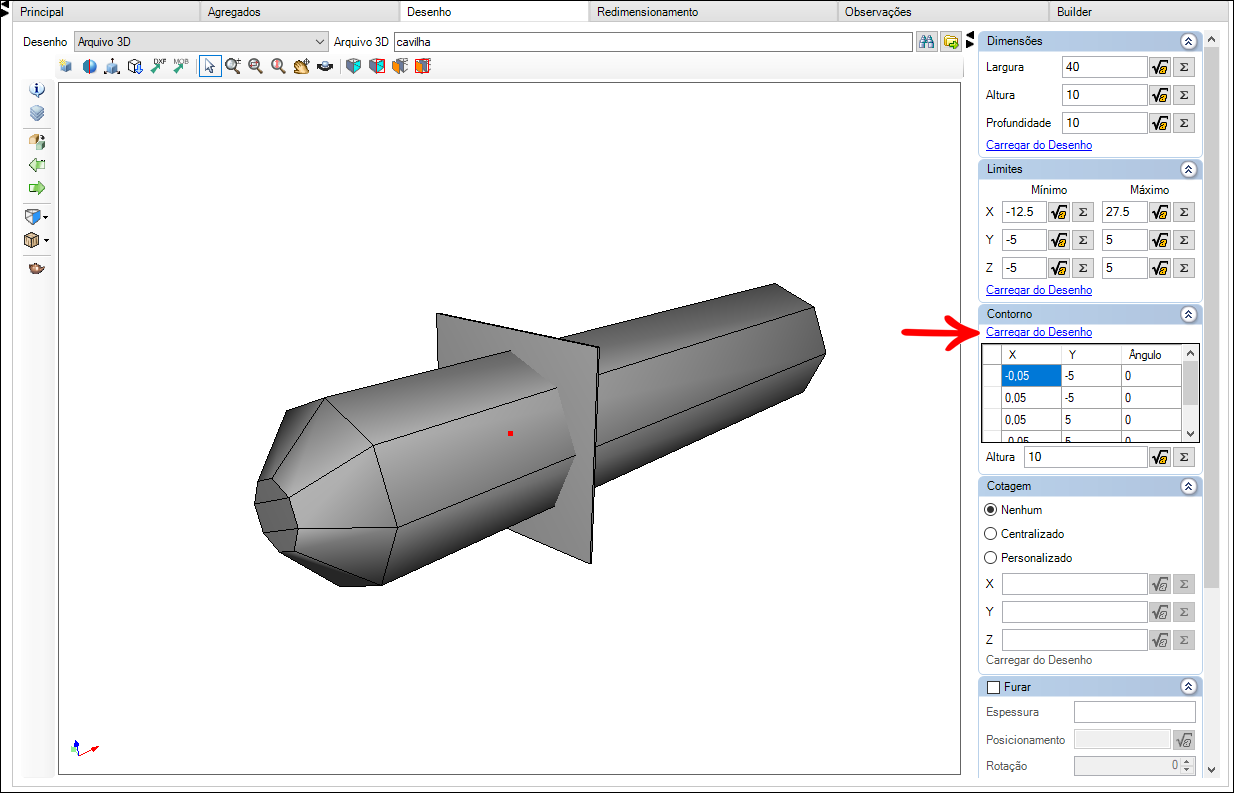
2. Dentro do cadastro do item que deseja cadastrar a usinagem, na aba Builder, clique no ícone Geometrias;
3. Selecione a área aproximada onde será realizada a usinagem.
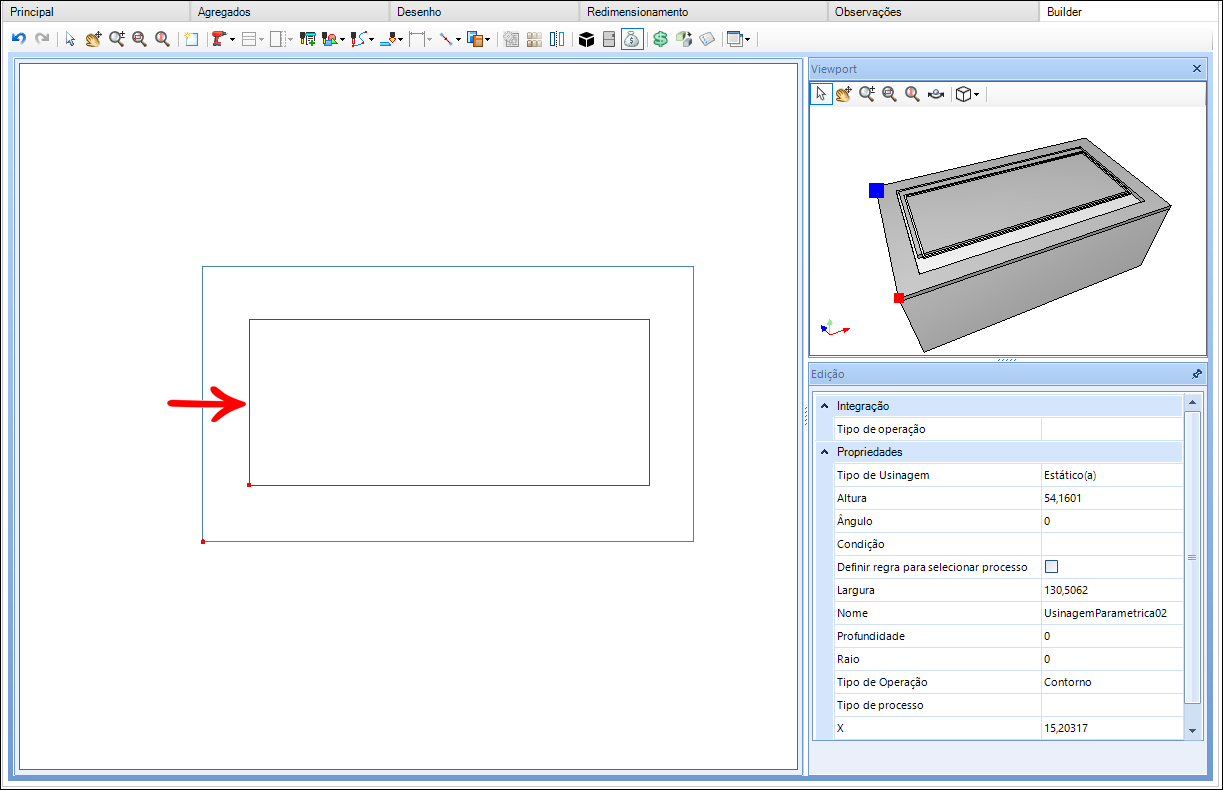

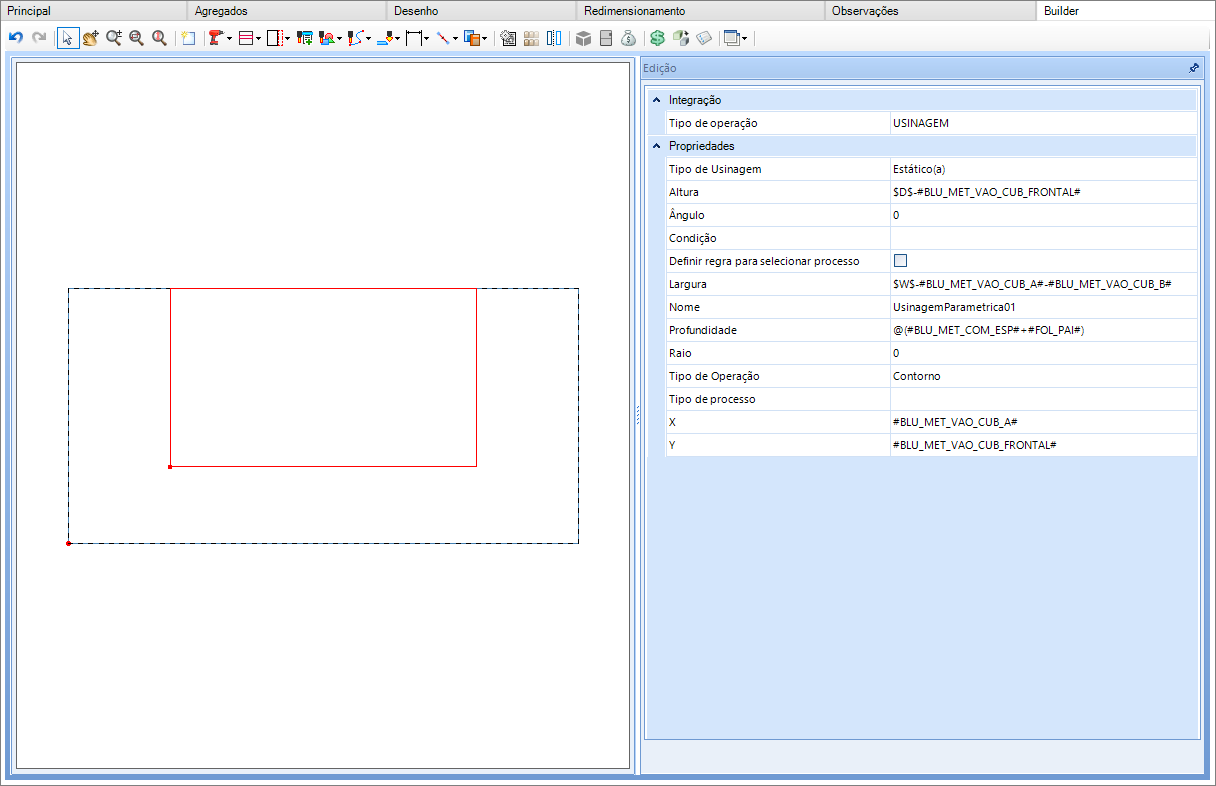
4. Na janela de Edição localizada no canto direito da tela, é necessário preencher os campos para configurar a usinagem;
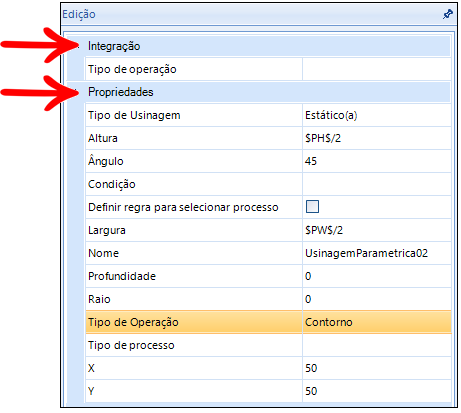
Integração
Tipo de operação: Será usado para orçamento e integração, essa operação é cadastrada através do cadastro de operações do Builder.
Propriedades
Tipo de Usinagem: Define se a usinagem será estática ou dinâmica.
Altura: Define a altura da usinagem.
Ângulo: Define o ângulo da usinagem.
Condição: Neste campo pode ser determinado regras para que essa usinagem seja gerada ou não.
Definir regra para selecionar o processo: É possível definir uma regra para a seleção dos processos.
Largura: Define a largura da usinagem.
Nome: Define o nome que será dado a essa usinagem.
Profundidade: Define qual será a profundidade da usinagem.
Raio: Define o raio das extremidades da Usinagem.
Tipo de Operação: Define se a usinagem será interna ou de contorno:
- Usinagem Interna: Faz com que seja retirado todo o material da peça.
- Usinagem de Contorno: Faz com que a fresa de apenas uma passada na peça, fazendo com que parte do material sobre dentro da máquina.
Tipo de Processo: É possível criar e definir tipo de processos para determinada usinagem cadastrados no menu Builder. Possibilitando o uso de determinada ferramenta para determinada usinagem e não em um uso geral para todas usinagens.
X: Determina a posição em X do furo em relação ao ponto zero da peça.
Y: Determina a posição em Y do furo em relação ao ponto zero da peça.
Aplicação de Usinagens no ambiente 3D
Ao inserir uma usinagem dinâmica no ambiente 3D ela terá a seguinte funcionalidade:
Itens onde usinagem é cadastrada:
Nesses itens a usinagem dinâmica não gera informação nenhuma para produção, esse item serve neste caso somente para nortear onde deve gerar a operação de usinagem.
Pode ser cadastrado a usinagem dinâmica tanto em arquivos DXF como geometrias.
Geometrias em contato com usinagens dinâmicas:
Para essas geometrias que entram em contato com usinagens dinâmicas, recebem a operação de usinagem independente da área onde a usinagem realizou o contato:
Exemplo:
Ao aplicar uma usinagem dinâmica retangular em duas peças e centralizar, essa usinagem entre as duas peças deve estar 100% centralizada para ser gerada. Por restrições de sistema, se a usinagem for circular, a usinagem será gerada somente em uma peça.
OBSERVAÇÃO: Para itens cadastrados como Desenho 3D que são inseridos no ambiente 3D não é gerado operações de forma nenhuma.
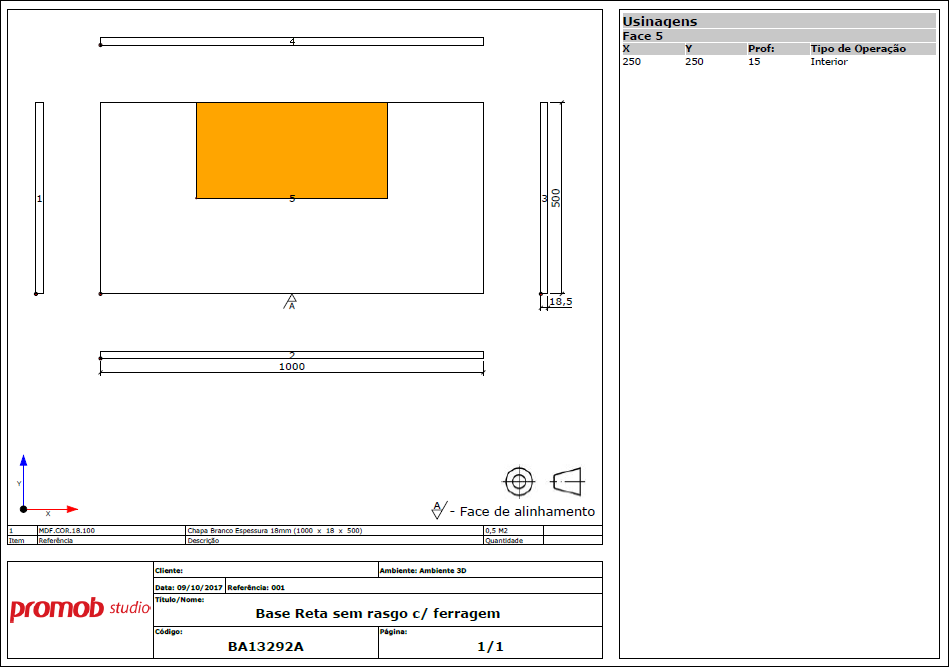
Usinagem de perfil
Disponível a partir da versão:
- Plugin Builder 1.11.30.2
O cadastro das usinagens de perfil, pode ser criado em ângulo ou não. Veja abaixo como cadastrar:
1. No cadastro do módulo, acesse a aba Builder e selecione a face de perfi;
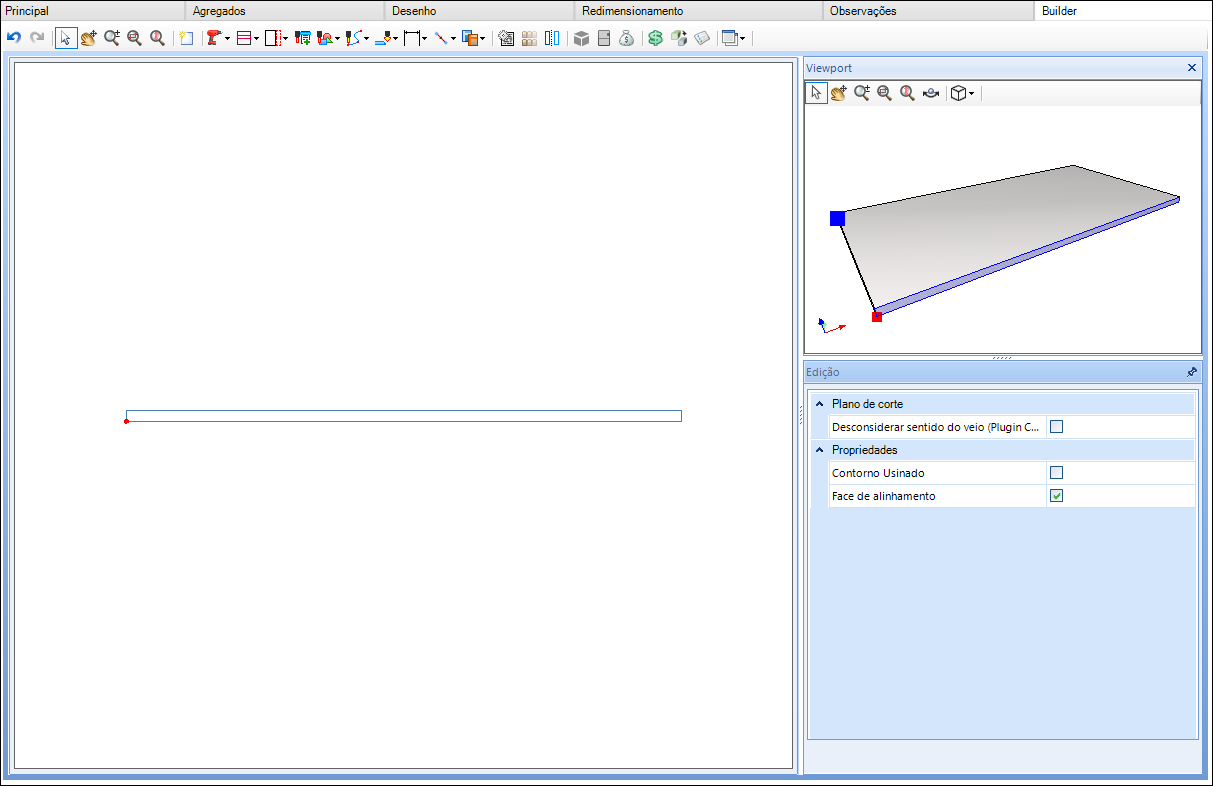
2. Selecione a usinagem paramétrica em linha e cadastre a linha da usinagem.
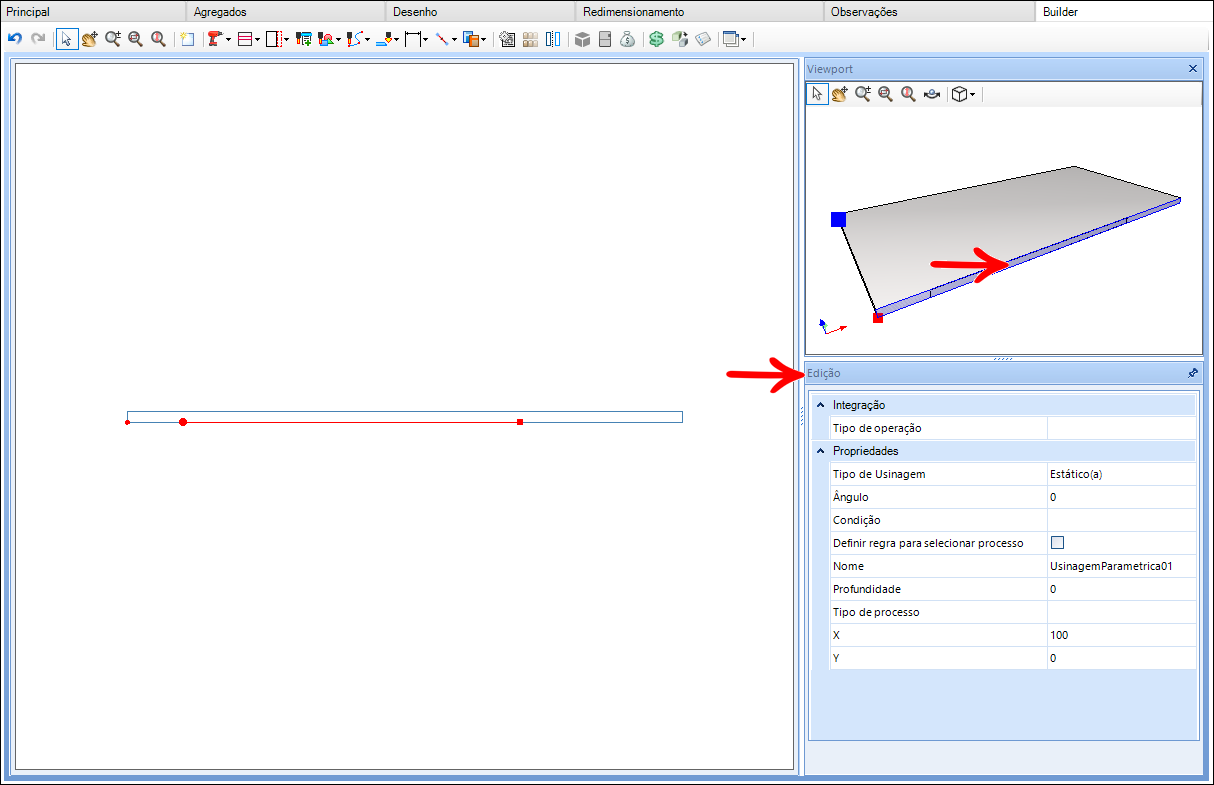

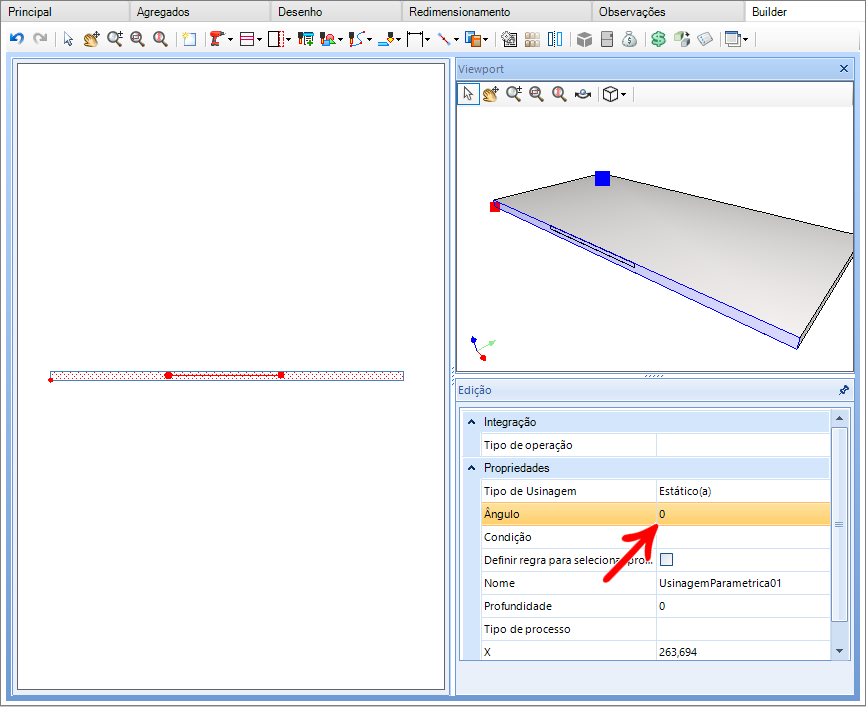
3. No campo de Edição preencha os seguintes campos:
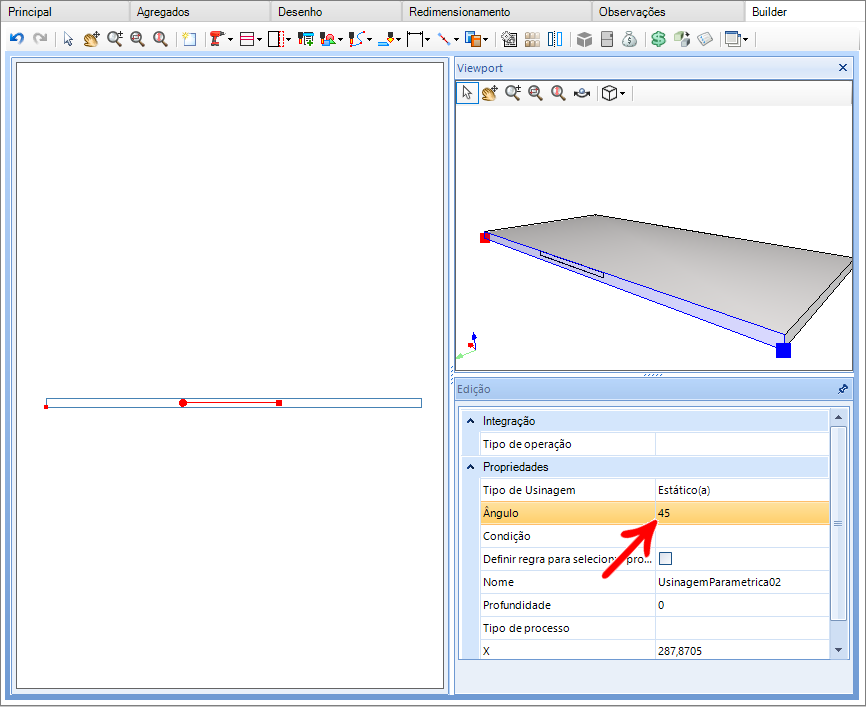
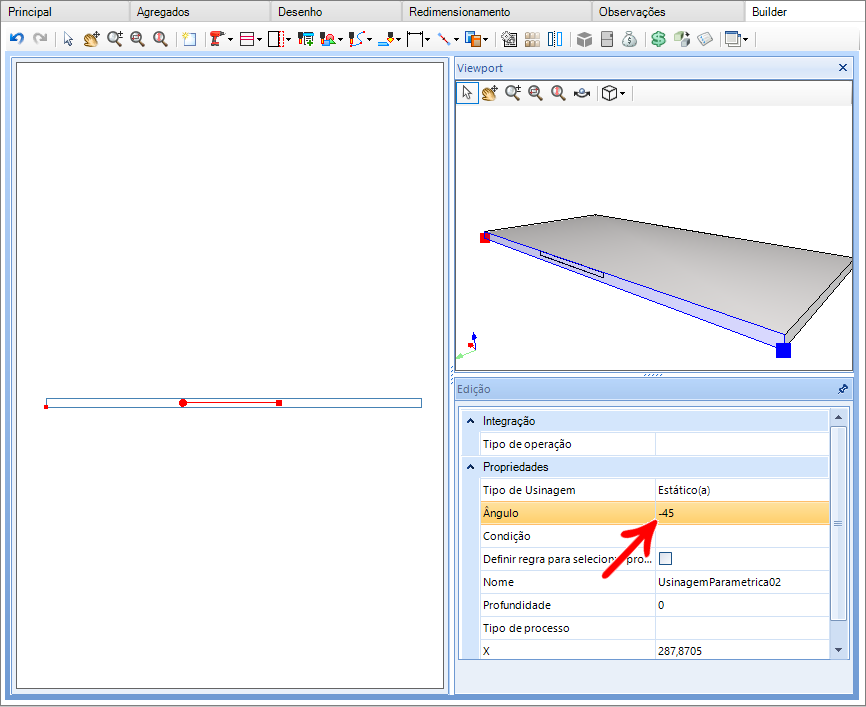
Ângulo: Cadastre o ângulo da usinagem referente a ferramenta.
OBSERVAÇÃO: Para casos de fresas sem ângulo, deixar o valor zero.
- Ângulo igual a zero
- Ângulo maior que zero
- Ângulo menor que zero
1. Ângulo igual a zero:
2. Ângulo maior que zero:
3. Ângulo menor que zero:
Setup
Nas configurações de máquina CNC:
1. No Setup da máquina marque a opção Fazer usinagem de perfil;
2. Em Ferramentas, defina as ferramentas compatíveis, previamente cadastradas

1. Ângulo igual a zero:

2. Ângulo maior que zero:

3. Ângulo menor que zero:

Ferramentas
Atualmente as ferramentas compatíveis são:
- Fresas: Quando o ângulo da usinagem for igual a zero;
- Fresas Cônicas: Quando o ângulo for diferente de zero;
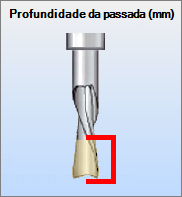
Fresa
Profundidade da passada: Valor da profundidade por passada da ferramenta, em função deste valor e da profundidade cadastrado na peça, é definido o número de vezes que a ferramenta passará na peça até atingir a profundidade desejada.
Fresa cônica
Profundidade da passada na vertical: Valor da profundidade por passada na vertical da ferramenta, em função deste valor e da profundidade cadastrado na peça, é definido o número de vezes que a ferramenta passará na peça até atingir a profundidade desejada na vertical.
IMPORTANTE: Como é uma propriedade nova (versão 1.60.16.3 do Builder) e visando manter a compatibilidade e funcionamento padrão, o valor da Profundidade da passada na vertical usa o mesmo valor da altura da ferramenta.
Profundidade da passada na horizontal: Valor da profundidade por passada na horizontal da ferramenta, em função deste valor e da profundidade cadastrado na peça, é definido o número de vezes que a ferramenta passará na peça até atingir a profundidade desejada na horizontal.
Diâmetro: Diâmetro da ferramenta.
OBSERVAÇÃO: Em azul representa o ponto zero da ferramenta.
Compensação de usinagem: Representa o quanto a ferramenta desce para fora da peça. Esta opção depende do tipo de ângulo cadastrado:
Ângulo maior que zero: Apenas se o cadastro da usinagem for igual a zero no eixo Y.
Ângulo menor que zero:
- Caso a profundidade da usinagem for zero independente de valor de Y;
- Caso a profundidade for maior que zero e o valor de Y for zero.
Exemplos:
1. Usinagem com ângulo igual a zero.
Caso de teste 01:
| Dados da peça | Ângulo da usinagem | 0 |
| Dados da peça | Profundidade | 40 mm |
| Dados da peça | Ponto inicial da usinagem | X= 100, Y = 0 |
| Dados da peça | Ponto final da usinagem | X = 200, Y = 0 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 15 mm |
| Dados da peça | Diâmetro (b) | 10 mm |
Resultado:
2. Usinagem com ângulo maior a zero.
Caso de teste 01:
| Dados da peça | Ângulo da usinagem | 45 |
| Dados da peça | Profundidade (a) | 10 mm |
| Dados da peça | Ponto inicial da usinagem | X= 0, Y = 0 |
| Dados da peça | Ponto final da usinagem | X = 1000, Y = 0 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 15 mm |
| Dados da Ferramenta | Ângulo de corte | 45 |
| Dados da Ferramenta | Diâmetro (b) | 60 mm |
| Dados da Ferramenta | Compensação da usinagem | 0 mm |
Resultado:
Caso de teste 02:
| Dados da peça | Ângulo da usinagem | 45 |
| Dados da peça | Profundidade (a) | 10 mm |
| Dados da peça | Ponto inicial da usinagem | X= 0, Y = 0 |
| Dados da peça | Ponto final da usinagem | X = 1000, Y = 0 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 15 mm |
| Dados da Ferramenta | Ângulo de corte | 45 |
| Dados da Ferramenta | Diâmetro (b) | 60 mm |
| Dados da Ferramenta | Compensação da usinagem | 5 mm |
Resultado:
Caso de teste 03:
| Dados da peça | Ângulo da usinagem | 45 |
| Dados da peça | Profundidade (a) | 10 mm |
| Dados da peça | Ponto inicial da usinagem | X= 0, Y = 7,5 |
| Dados da peça | Ponto final da usinagem | X = 1000, Y = 7,5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 15 mm |
| Dados da Ferramenta | Ângulo de corte | 45 |
| Dados da Ferramenta | Diâmetro (b) | 60 mm |
| Dados da Ferramenta | Compensação da usinagem | 0 mm |
Resultado:
Caso de teste 04:
| Dados da peça | Ângulo da usinagem | 45 |
| Dados da peça | Profundidade (a) | 10 mm |
| Dados da peça | Ponto inicial da usinagem | X= 0, Y = 7,5 |
| Dados da peça | Ponto final da usinagem | X = 1000, Y = 7,5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 15 mm |
| Dados da Ferramenta | Ângulo de corte | 45 |
| Dados da Ferramenta | Diâmetro (b) | 60 mm |
| Dados da Ferramenta | Compensação da usinagem | 5 mm |
Resultado:
OBSERVAÇÃO: Nesse caso a compensação será ignorada.
3. Usinagem com ângulo menor a zero.
Caso de teste 01:
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade (a) | 0 mm |
| Dados da peça | Ponto inicial da usinagem | X= 0, Y = 0 |
| Dados da peça | Ponto final da usinagem | X = 1000, Y = 0 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 15 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro (b) | 20 mm |
| Dados da Ferramenta | Compensação da usinagem |
0 mm |
Resultado:
Caso de teste 02:
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade (a) | 0 mm |
| Dados da peça | Ponto inicial da usinagem | X= 0, Y = 7,5 |
| Dados da peça | Ponto final da usinagem | X = 1000, Y = 7,5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 15 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro (b) | 20 mm |
| Dados da Ferramenta | Compensação da usinagem |
5 mm |
Resultado:
Caso de teste 03:
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade (a) | 0 mm |
| Dados da peça | Ponto inicial da usinagem | X= 0, Y = 7,5 |
| Dados da peça | Ponto final da usinagem | X = 1000, Y = 7,5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 15 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro (b) | 20 mm |
| Dados da Ferramenta | Compensação da usinagem |
0 mm |
Resultado:
Caso de teste 04:
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade (a) | 0 mm |
| Dados da peça | Ponto inicial da usinagem | X= 0, Y = 7,5 |
| Dados da peça | Ponto final da usinagem | X = 1000, Y = 7,5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 15 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro (b) | 20 mm |
| Dados da Ferramenta | Compensação da usinagem |
5 mm |
Resultado:
Caso de teste 05:
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade (a) | 10 mm |
| Dados da peça | Ponto inicial da usinagem | X= 0, Y = 7,5 |
| Dados da peça | Ponto final da usinagem | X = 1000, Y = 7,5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 15 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro (b) | 20 mm |
| Dados da Ferramenta | Compensação da usinagem |
0 mm |
Resultado:
Caso de teste 06:
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade (a) | 10 mm |
| Dados da peça | Ponto inicial da usinagem | X= 0, Y = 7,5 |
| Dados da peça | Ponto final da usinagem | X = 1000, Y = 7,5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 15 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro (b) | 20 mm |
| Dados da Ferramenta | Compensação da usinagem |
5 mm |
Resultado:
OBSERVAÇÃO: Nesse caso a compensação será ignorada.
Caso de teste 07:
|
Dados da peça |
Ângulo da usinagem |
-45 |
|
Dados da peça |
Profundidade (a) |
10 mm |
|
Dados da peça |
Ponto inicial da usinagem |
X = 0, Y = 2 |
|
Dados da peça |
Ponto final da usinagem |
X = 1000, Y = 2 |
|
Dados da peça |
Tamanho da peça |
1000 x 500 x 15 mm |
|
Dados da Ferramenta |
Ângulo de corte |
-45 |
|
Dados da Ferramenta |
Diâmetro (b) |
20 mm |
|
Dados da Ferramenta |
Compensação da usinagem |
5 mm |
|
Dados da Ferramenta |
Profundidade da passada na vertical (c) |
5 mm |
|
Dados da Ferramenta |
Profundidade da passada na horizontal |
20 mm |
Caso de teste 08:
|
Dados da peça |
Ângulo da usinagem |
-45 |
|
Dados da peça |
Profundidade (a) |
10 mm |
|
Dados da peça |
Ponto inicial da usinagem |
X = 0, Y = 2 |
|
Dados da peça |
Ponto final da usinagem |
X = 1000, Y = 2 |
|
Dados da peça |
Tamanho da peça |
1000 x 500 x 15 mm |
|
Dados da Ferramenta |
Ângulo de corte |
-45 |
|
Dados da Ferramenta |
Diâmetro (b) |
20 mm |
|
Dados da Ferramenta |
Compensação da usinagem |
5 mm |
|
Dados da Ferramenta |
Profundidade da passada na vertical |
20 mm |
|
Dados da Ferramenta |
Profundidade da passada na horizontal (c) |
5 mm |
Caso de teste 09:
|
Dados da peça |
Ângulo da usinagem |
45 |
|
Dados da peça |
Profundidade (a) |
10s mm |
|
Dados da peça |
Ponto inicial da usinagem |
X = 0, Y = 2 |
|
Dados da peça |
Ponto final da usinagem |
X = 1000, Y = 2 |
|
Dados da peça |
Tamanho da peça |
1000 x 500 x 15 mm |
|
Dados da Ferramenta |
Ângulo de corte |
45 |
|
Dados da Ferramenta |
Diâmetro (b) |
20 mm |
|
Dados da Ferramenta |
Compensação da usinagem |
5 mm |
|
Dados da Ferramenta |
Profundidade da passada na vertical (c) |
5 mm |
|
Dados da Ferramenta |
Profundidade da passada na horizontal |
20 mm |
Caso de teste 10:
|
Dados da peça |
Ângulo da usinagem |
45 |
|
Dados da peça |
Profundidade (a) |
10ss mm |
|
Dados da peça |
Ponto inicial da usinagem |
X = 0, Y = 2 |
|
Dados da peça |
Ponto final da usinagem |
X = 1000, Y = 2 |
|
Dados da peça |
Tamanho da peça |
1000 x 500 x 15 mm |
|
Dados da Ferramenta |
Ângulo de corte |
45 |
|
Dados da Ferramenta |
Diâmetro (b) |
20 mm |
|
Dados da Ferramenta |
Compensação da usinagem |
5 mm |
|
Dados da Ferramenta |
Profundidade da passada na vertical |
20 mm |
|
Dados da Ferramenta |
Profundidade da passada na horizontal (c) |
5 mm |
Exemplos de programas gerados
1. Usinagem de perfil dentro dos limites da peça:
- Ângulo igual a zero:
| Dados da peça | Ângulo da usinagem | 0 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 330, Y = 0 |
| Dados da peça | Ponto final da usinagem | X = 710, Y = 0 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Diâmetro | 16 mm |
| Dados da Ferramenta | Sentido da usinagem | Horário |
| Dados da peça | Ângulo da usinagem | 0 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 330, Y = 0 |
| Dados da peça | Ponto final da usinagem | X = 710, Y = 0 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Diâmetro | 16 mm |
| Dados da Ferramenta | Sentido da usinagem | Anti- Horário |
- Ângulo maior que zero:
| Dados da peça | Ângulo da usinagem | 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 330, Y = 0 |
| Dados da peça | Ponto final da usinagem | X = 710, Y = 0 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | 45 |
| Dados da Ferramenta | Diâmetro | 60 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Horário |
| Dados da peça | Ângulo da usinagem | 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 330, Y = 0 |
| Dados da peça | Ponto final da usinagem | X = 710, Y = 0 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | 45 |
| Dados da Ferramenta | Diâmetro | 60 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Anti - Horário |
- Ângulo menor que zero:
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 330, Y = 0 |
| Dados da peça | Ponto final da usinagem | X = 710, Y = 0 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro | 5 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Horário |
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 330, Y = 0 |
| Dados da peça | Ponto final da usinagem | X = 710, Y = 0 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro | 5 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Anti - Horário |
2. Usinagem de perfil de fora para o interior da peça:
- Ângulo igual a zero:
| Dados da peça | Ângulo da usinagem | 0 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= - 40, Y = 5 |
| Dados da peça | Ponto final da usinagem | X = 340, Y = 5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Diâmetro | 16 mm |
| Dados da Ferramenta | Sentido da usinagem | Horário |
| Dados da peça | Ângulo da usinagem | 0 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= - 40, Y = 5 |
| Dados da peça | Ponto final da usinagem | X = 340, Y = 5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Diâmetro | 16 mm |
| Dados da Ferramenta | Sentido da usinagem | Anti - Horário |
- Ângulo maior que zero:
| Dados da peça | Ângulo da usinagem | 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= -40, Y = 5 |
| Dados da peça | Ponto final da usinagem | X = 340, Y = 5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | 45 |
| Dados da Ferramenta | Diâmetro | 60 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Horário |
| Dados da peça | Ângulo da usinagem | 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= -40, Y = 5 |
| Dados da peça | Ponto final da usinagem | X = 340, Y = 5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | 45 |
| Dados da Ferramenta | Diâmetro | 60 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Anti - Horário |
- Ângulo menor que zero:
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= - 40, Y = 5 |
| Dados da peça | Ponto final da usinagem | X = 340, Y = 5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro | 5 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Horário |
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= - 40, Y = 5 |
| Dados da peça | Ponto final da usinagem | X = 340, Y = 5 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro | 5 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Anti - Horário |
3. Usinagem de perfil do interior para fora da peça:
- Ângulo igual a zero:
| Dados da peça | Ângulo da usinagem | 0 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 650, Y = 11 |
| Dados da peça | Ponto final da usinagem | X = 1030, Y = 11 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Diâmetro | 16 mm |
| Dados da Ferramenta | Sentido da usinagem | Horário |
| Dados da peça | Ângulo da usinagem | 0 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 650, Y = 11 |
| Dados da peça | Ponto final da usinagem | X = 1030, Y = 11 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Diâmetro | 16 mm |
| Dados da Ferramenta | Sentido da usinagem | Anti - Horário |
- Ângulo maior que zero:
| Dados da peça | Ângulo da usinagem | 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 650, Y = 11 |
| Dados da peça | Ponto final da usinagem | X = 1030, Y = 11 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | 45 |
| Dados da Ferramenta | Diâmetro | 60 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Horário |
| Dados da peça | Ângulo da usinagem | 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 650, Y = 11 |
| Dados da peça | Ponto final da usinagem | X = 1030, Y = 11 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | 45 |
| Dados da Ferramenta | Diâmetro | 60 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Anti - Horário |
- Ângulo menor que zero:
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 650, Y = 11 |
| Dados da peça | Ponto final da usinagem | X = 1030, Y = 11 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro | 5 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Horário |
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= 650, Y = 11 |
| Dados da peça | Ponto final da usinagem | X = 1030, Y = 11 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro | 5 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
| Dados da Ferramenta | Sentido da usinagem | Anti - Horário |
4. Usinagem de perfil fora dos limites da peça:
- Ângulo igual a zero:
| Dados da peça | Ângulo da usinagem | 0 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= - 155, Y = 13 |
| Dados da peça | Ponto final da usinagem | X = 1165, Y = 13 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Diâmetro | 16 mm |
- Ângulo maior que zero:
| Dados da peça | Ângulo da usinagem | 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= - 155, Y = 13 |
| Dados da peça | Ponto final da usinagem | X = 1165, Y = 13 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | 45 |
| Dados da Ferramenta | Diâmetro | 60 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
- Ângulo menor que zero:
| Dados da peça | Ângulo da usinagem | - 45 |
| Dados da peça | Profundidade | 60 mm |
| Dados da peça | Ponto inicial da usinagem | X= - 155, Y = 13 |
| Dados da peça | Ponto final da usinagem | X = 1165, Y = 13 |
| Dados da peça | Tamanho da peça | 1000 X 500 X 18,5 mm |
| Dados da Ferramenta | Ângulo de corte | - 45 |
| Dados da Ferramenta | Diâmetro | 5 mm |
| Dados da Ferramenta | Compensação de usinagem | 1 mm |
Utilização das Usinagens
Veja abaixo como utilizar as ferramentas de usinagens do Plugin Builder, gerar e
configurar desenhos nas peças, criar a documentação técnica e os programas para os
centros de usinagens.
Serão abordados os seguintes tópicos:
Tipos de Usinagem
1. Usinagem de contorno
É uma opção de usinagem onde a fresa da máquina contorna todos os lados da peça, elimina imperfeições, retira retalhos específicos ou elimina medidas de sobrecorte nas laterais da peça.
Exemplo de usinagem em L ( para cantos):
Exemplo de usinagem de contorno:
2. Usinagens paramétricas
São usinagens que podem ter formas livres na peça, como formas geométricas ou linhas. Elas
podem ser apenas de contorno ou de interior.
Exemplo de usinagens paramétricas de contorno:
Exemplos de usinagem paramétrica interior:
Seleção de Usinagens paramétricas
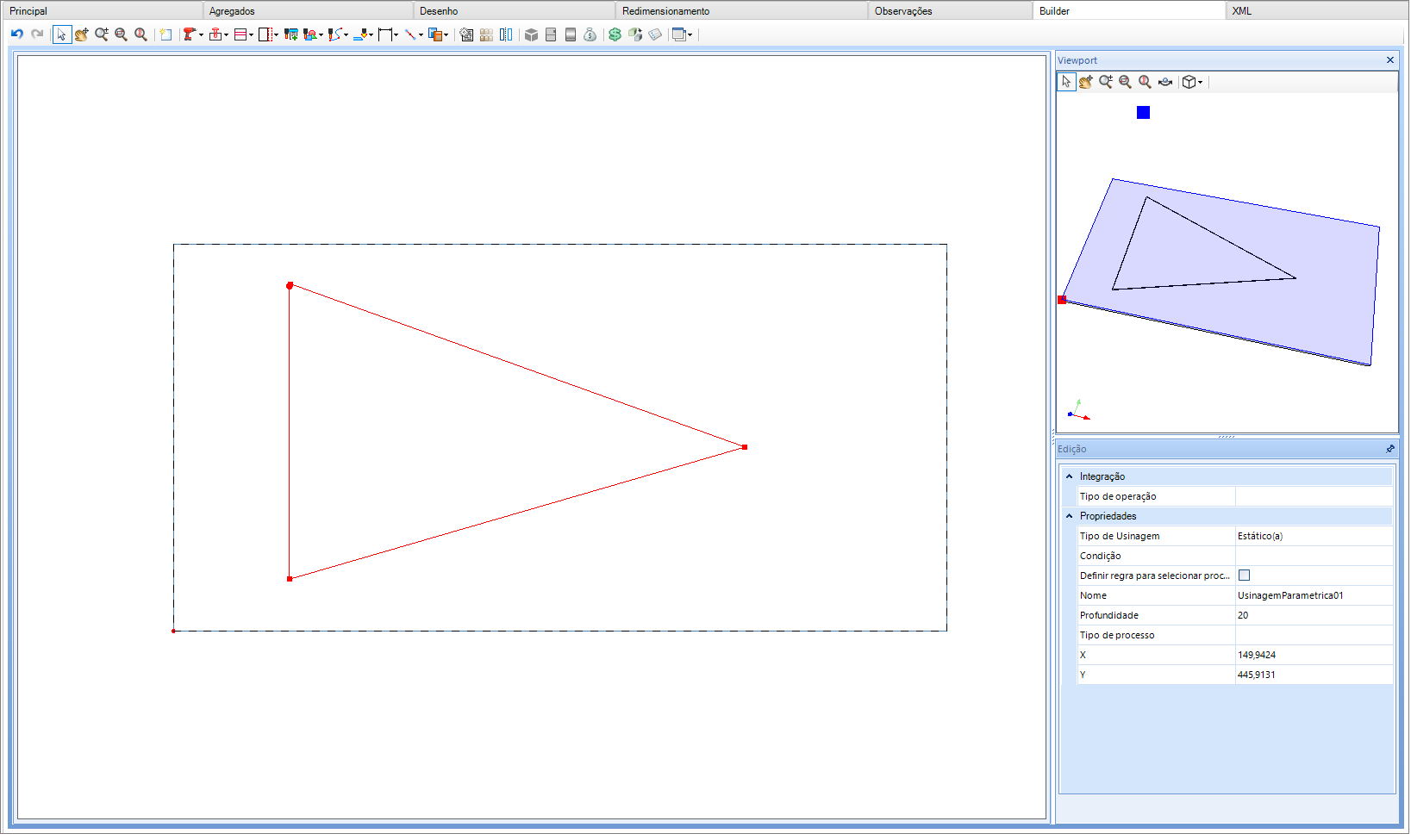
No cadastro do módulo, na aba Builder existe um cadastro com usinagens paramétricas comuns, com configurações prontas, basta posiciona-las na peça.
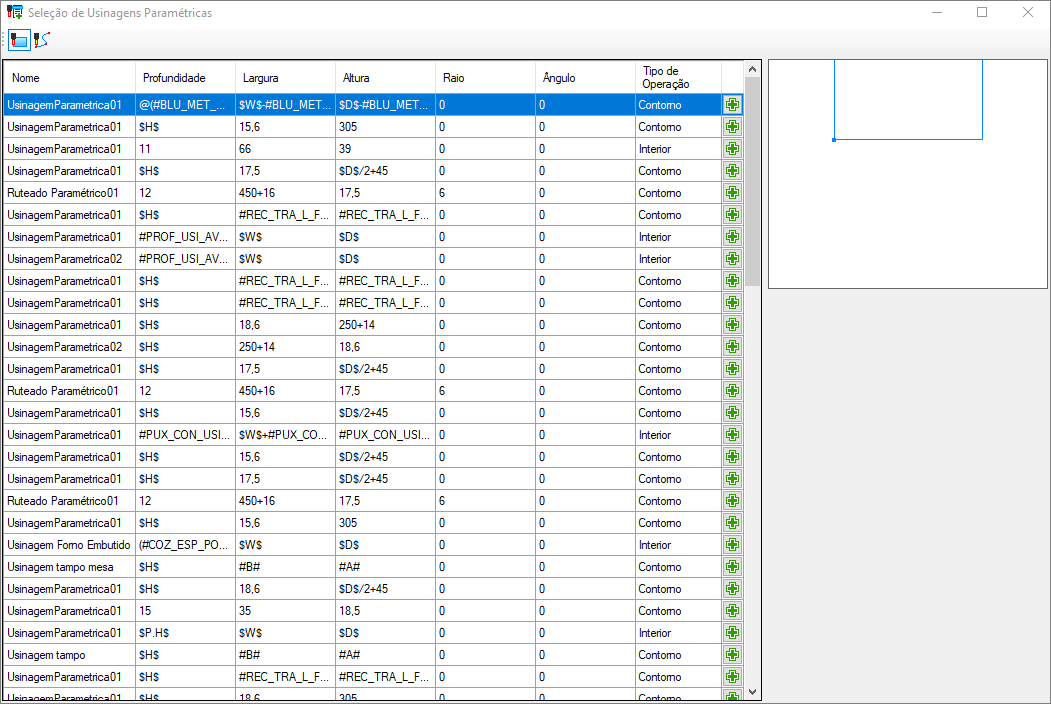
Ao selecionar a primeira opção disponibilizada nas usinagens paramétricas, a mesma possui os valores de Edição conforme a imagem abaixo.
Configurar plug-in da máquina e gerar programas
Para que seja gerado o programa de usinagens para a máquina CNC, é necessário configurar o plug-in da máquina, selecionar os tipos de operações que serão realizadas e qual ferramenta será utilizada.
Abaixo segue um exemplo de configuração de um centro de usinagem para a máquina Pratika 320 - SCM:
Para configurar:
1. Marque a opção Fazer usinagem;
2. Selecione as opções para usinar o contorno de todas as peças, apenas das peças marcadas ou de nenhuma;
3. Após isso, selecione a ferramenta ao qual serão realizadas as usinagens;
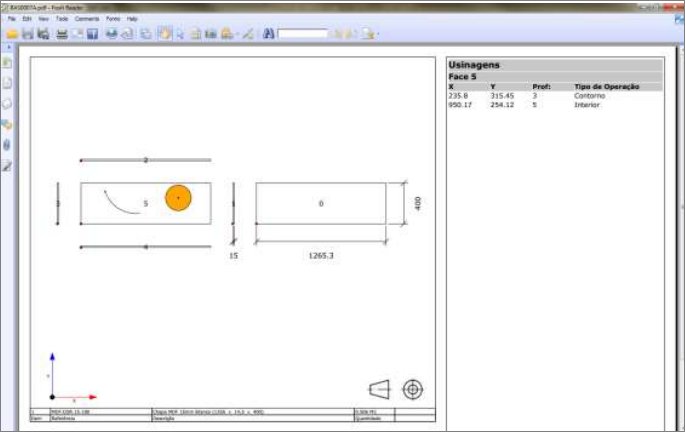
- Quando o plug-in estiver configurado e as usinagens cadastradas, o programa CNC poderá ser gerado.
Abaixo, a imagem do desenho técnico da peça com as usinagens:
Configuração de Pontes para Usinagens passantes
Disponível a partir da versão:
- Plugin Builder – 1.12.12.28 ou superior.
As pontes de suporte nas usinagens, garantem que partes da peça que cairiam na máquina após a execução de operações de usinagem passantes, fiquem presas à peça, porém em pequenos intervalos de espessura menor, tornando fácil a retirada manual deste material posteriormente.
Na configuração destes suporte, existem três campos a serem considerados. Eles se encontram na seção Usinagens com pontes de suporte, no Setup das máquinas, onde esta funcionalidade está disponível:
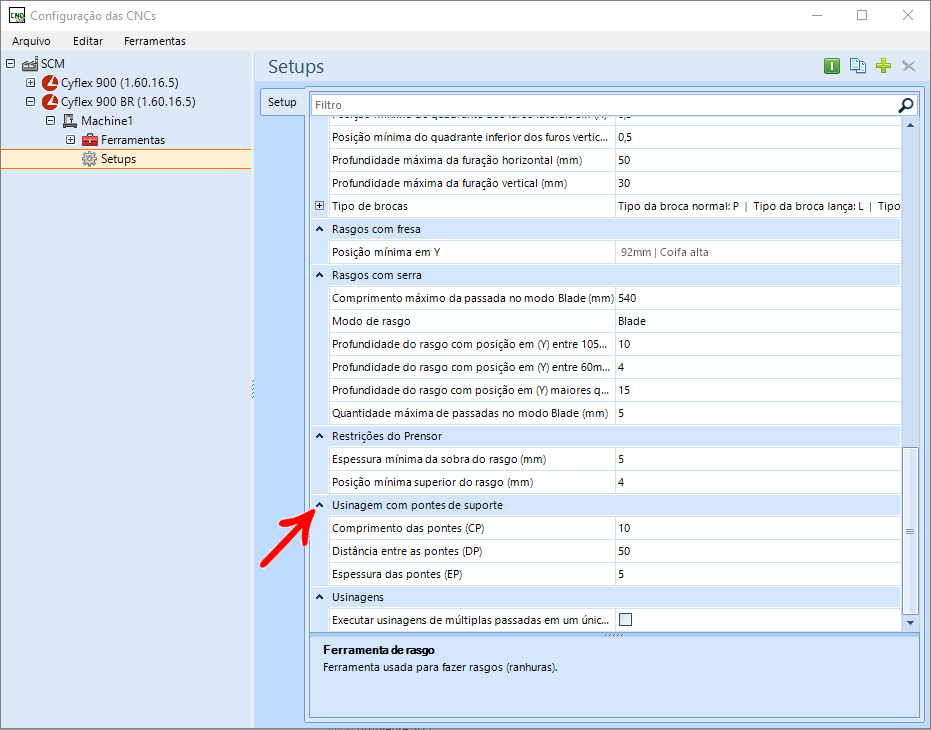
Comprimento das pontes (CP): Define o comprimento dos intervalos onde a usinagem será executada para que a espessura restante seja igual ao definido no campo Espessura das pontes.
Distância entre as pontes (DP): Define o comprimento dos intervalos entre pontes onde a usinagem será feita passante, como definida no cadastro.
Espessura das pontes (EP): Espessura que restará nos intervalos onde forem executadas pontes de suporte. Se este campo estiver com valor ZERO, as pontes não serão executadas.
IMPORTANTE: A ponte só será executada onde o comprimento da ponte + o diâmetro da ferramenta, for menor que o comprimento da linha ou arco usinado.
Programa
A execução das pontes pode ser realizada de duas formas diferentes, dependendo da máquina. As formas são:
1. Máquinas que possuem um comando próprio para execução de pontes: envia no programa apenas uma usinagem, com um comando específico, informando para a máquina que aquela usinagem deve ser realizada considerando as pontes de sustentação. Exemplo de máquinas: Cyflex HP, Cyflex 900BR, Cyflex SR.
2. Máquinas que não possuem um comando próprio para execução de pontes: envia vários comandos de usinagem, ou seja, um comando para que a ferramenta desça até a espessura da ponte, e em seguida, um comando para cada intervalo passante entre as pontes. Exemplo de máquina: Evolution 7405.
Exemplos:
- Configuração do setup de pontes

- Cadastro da peça
- Visualização do programa gerado com as pontes
Usinagem com profundidade variante
Disponível a partir da versão:
- Plugin Builder 1.12.13.1 e todas as versões de plugins compatíveis.
A usinagem com profundidade variante, é aplicada apenas para usinagem em linha. Para cadastrá-la realize os seguintes procedimentos:
1. No cadastro do módulo, acesse a aba Builder;
2. Selecione o item desejado;
3. Crie uma linha com dois ou mais pontos;
4. Aplique a profundidade desejada na usinagem;
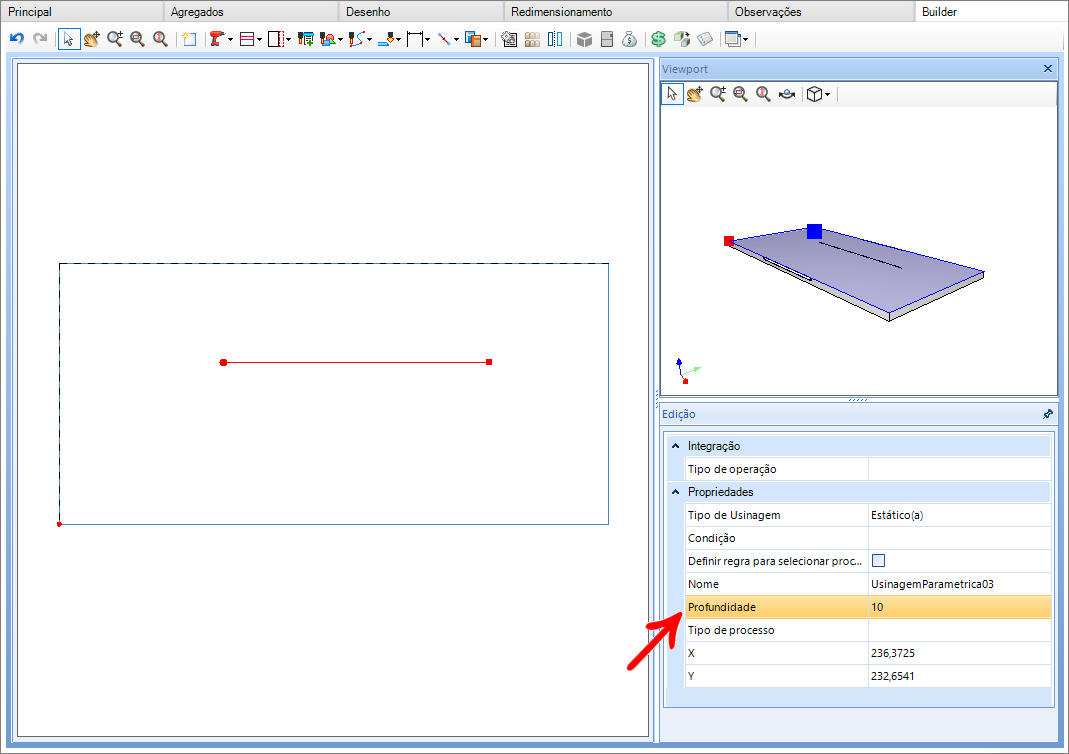
5. Em cada ponto será possível aplicar uma profundidade diferente;
Exemplo:
- No ponto inicial, foi aplicado a profundidade (Z) com valor de 5.
- O ponto final, a profundidade (Z) está com valor de 0. Nesse caso, será utilizado o valor da profundidade da usinagem e não o do ponto.
Sendo assim, neste exemplo a usinagem tem os seguintes valores:
- Profundidade do ponto inicial: 5
- Profundidade do ponto final: 10

Máquinas compatíveis com essa funcionalidade
|
USINAGEM DE PERFIL
|
||
|
BIESSE 1. Rover 1836GFT 2. Rover 2231GFT 3. Rover 24 4. Rover A 1332 5. Rover A 3.30 6. Rover A4 7. Rover B7 8. Rover C9 9. Rover 20 10. Skill 300 K3 11. Skipper V31 12. Skipper 100 13. Skipper 130 |
SCM 1. Pratika 310 2. Pratika 315 3. Pratika 320 4. Pratika 325> 5. Pratika S 6. Tech Z1 7. Tech Z2 8. Tech Z5 9. Tech Z25 10. Tech Z30 |
MORBIDELLI 1. Accord 40 FX 2. Author 200 3. Author 327 4. Author 436S 5. Author 500 6. Author M600 7. M100 8. Unifex 9. Universal NB-3618 10. Universal NB-3622 11. Universal TV-3615 |
|
USINAGEM NA FACE SUPERIOR/INFERIOR
|
|||
|
BIESSE 1. Rover 1836GFT 2. Rover 2231GFT 3. Rover 24 4. Rover A 1332 5. Rover A 3.30 6. Rover A4 7. Rover B7 8. Rover C9 9. Rover 20 10. Skill 300 K3 11. Skipper V31 12. Skipper 100 13. Skipper 130 |
BUSELATTO 1. Jet Optima
GIBEN 1. Flat BDT 2. Flat Selexx 3. Genesis EVO 4. PTP 5. WIBJ-5
MASTERWOOD 1. Project 250 2. Project 450 3. Project TF |
MORBIDELLI 1. Accord 40 FX 2. Author 200 3. Author 327 4. Author 436S 5. Author 500 6. Author M600 7. Cyflex HP 8. Cyflex SR 9. M100 10. Unifex 11. Universal NB-3618 12. Universal NB-3622 13. Universal TV-3615 |
SCM 1. Cyflex 900BR 2. Pratika 310 3. Pratika 315 4. Pratika 320 5. Pratika 325 6. Pratika S 7. Tech Z1 8. Tech Z2 9. Tech Z5 10. Tech Z25 11. Tech Z30 |