Confira neste artigo as informações para estabelecer a integração com máquinas da fabricante Weeke.
Se necessário, selecione abaixo sobre um dos assuntos abordados neste artigo:
Programas de máquinas Homag utilizando variáveis da dimensão
Disponível a partir da versão:
- Plugin Builder 1.11.28 ou superior.
Ao fazer integração com as máquinas Homags/Weeke é possível posicionar operações utilizando dimensão total da peça através das variáveis DX e DY nos posicionamentos das operações, onde DX indica medida da peça no eixo X e DY indica medida da peça no eixo Y.
Para que determinada operação use a funcionalidade, existem três campos no plugin da máquina. Distância do campo de uso de variável no eixo X, Distância do campo de uso de variável no eixo Y e Inverter campos de variável. Segue imagem abaixo dos campos adicionados no plugin:
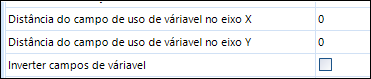
Distância do campo de uso de variável no eixo X
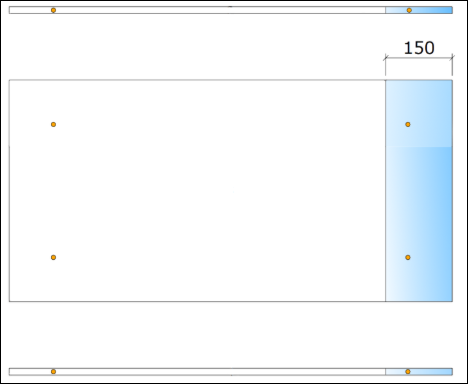
Para que as operações levem variável DX, as operações devem estar dentro da área determinada pelo usuário.
EXEMPLO:

A medida colocada se refere ao final da peça, então o campo onde operação leva a variável, usando uma peça de 1000 mm de comprimento e a distância do campo de 150 mm como exemplo, deveria ser acima de no mínimo 850 mm.
Segue ilustração abaixo para melhor entendimento, área azul é o campo onde operações devem se encontrar para levarem uso de variável:
Distância do campo de uso de variável no eixo Y
Para que operações levem variável DY, as operações devem estar dentro da área determinada pelo usuário.
EXEMPLO:

A medida colocada se refere ao final da peça, então o campo onde operação leva a variável, usando uma peça de 500 mm de profundidade e a distância do campo de 150 mm como exemplo, deveria ser acima de no mínimo 350 mm.

Inverter campos de variável
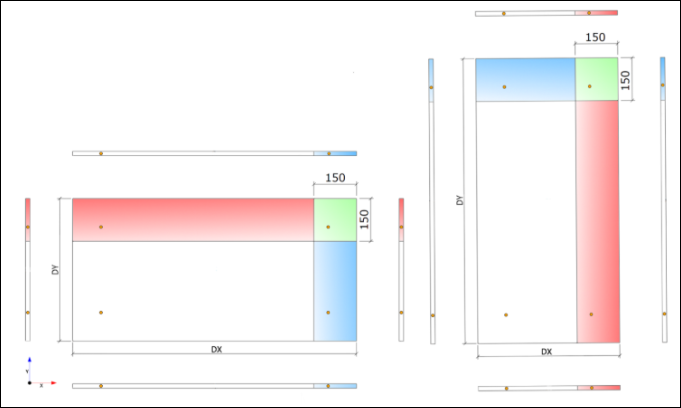
A opção Inverter campos de variável deve ser marcada quando usuário deseja que os campos descritos acima invertam quando uma peça é rotacionada ao gerar o programa. Segue abaixo imagem do campo no plugin e ilustração exemplificando rotação dos campos:
EXEMPLO:

Exemplificando rotação do campos
EXEMPLO:
Programa gerado, utilizando e não utilizando funcionalidade das variáveis:
- Comandos usando variável (Programa de máquina)
- Comandos sem uso de variável (Programa de máquina)
Rasgos dinâmicos com Serra em máquinas Weeke
Disponível a partir da versão:
- Plugin Builder 1.11.31.1 ou superior.
As Serras das máquinas Weeke, cadastradas no plugin, não têm diâmetro definido, portanto, a compensação do raio das serras não é feito automaticamente para rasgos passantes em apenas um lado da peça.
Como estas máquinas não executam compensação, o rasgo respeitará o valor cadastrado no deslocamento, cadastro do rasgo na aba Builder, setando as opções:
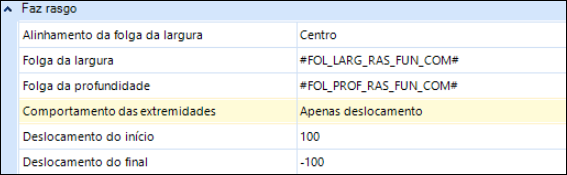
Comportamento das extremidades: Marcar a opção Apenas deslocamento.
Deslocamento do início: Determinará o deslocamento que será feito no começo do rasgo em relação ao início da peça.
- Valor positivo: desloca o início do rasgo no sentido para fora da peça.
- Valor negativo: desloca o início do rasgo no sentido para dentro da peça.
O deslocamento do final: Determinará o deslocamento que será feito no começo do rasgo em relação ao fim da peça.
- Valor positivo: desloca o final do rasgo no sentido para fora da peça.
- Valor negativo: desloca o final do rasgo no sentido para dentro da peça.
Para rasgos passantes nas duas extremidades, apenas a marcação da opção Passante é suficiente:
EXEMPLO:
Considerando que temos uma Base, e queremos aplicar três rasgos Dinâmicos:
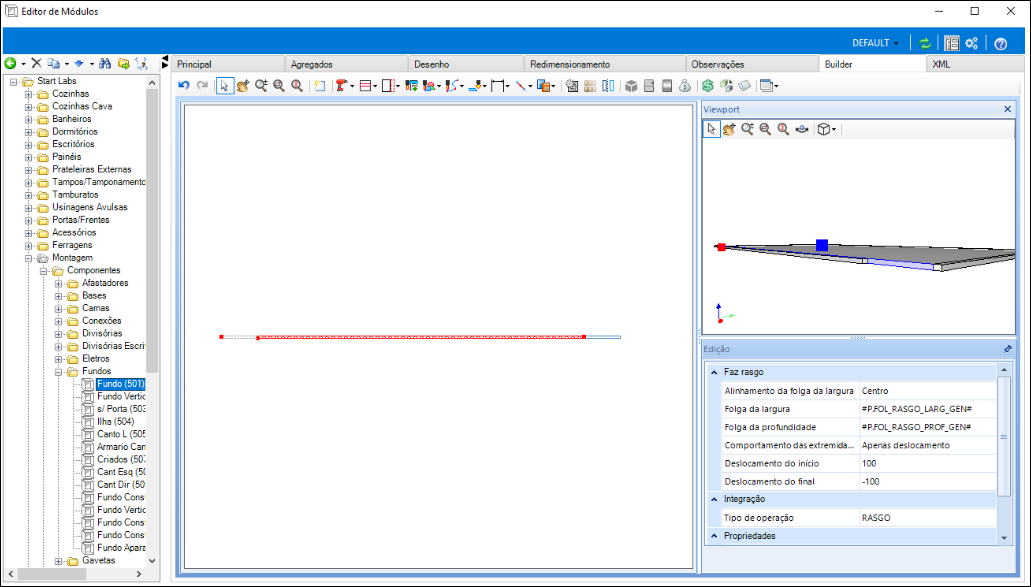
- No Fundo 1 - Um rasgo começando na extremidade com final no interior da peça
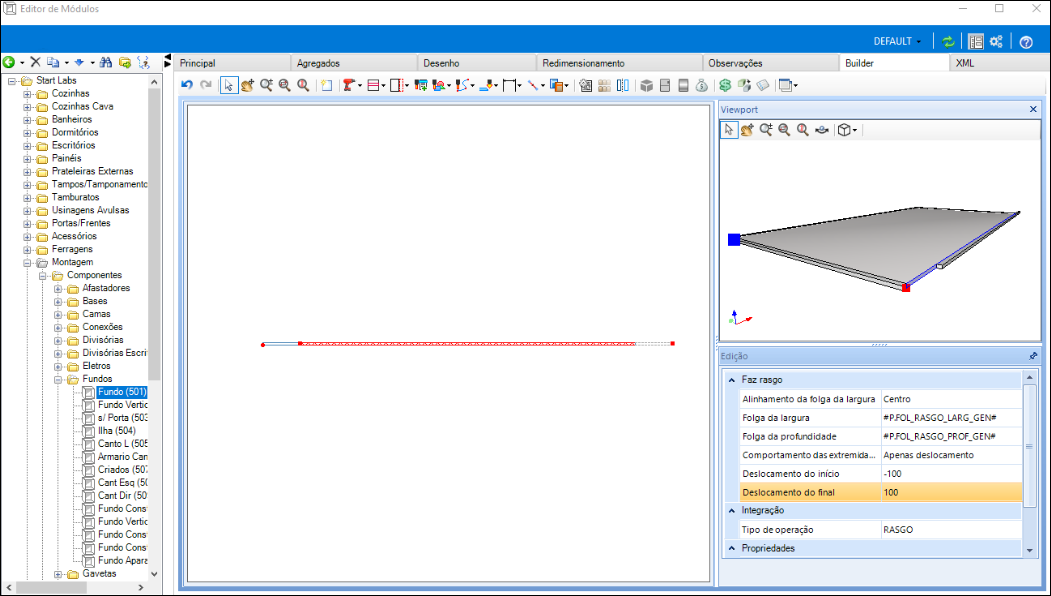
- No Fundo 2 - Um rasgo começando no interior da peça e terminando na extremidade
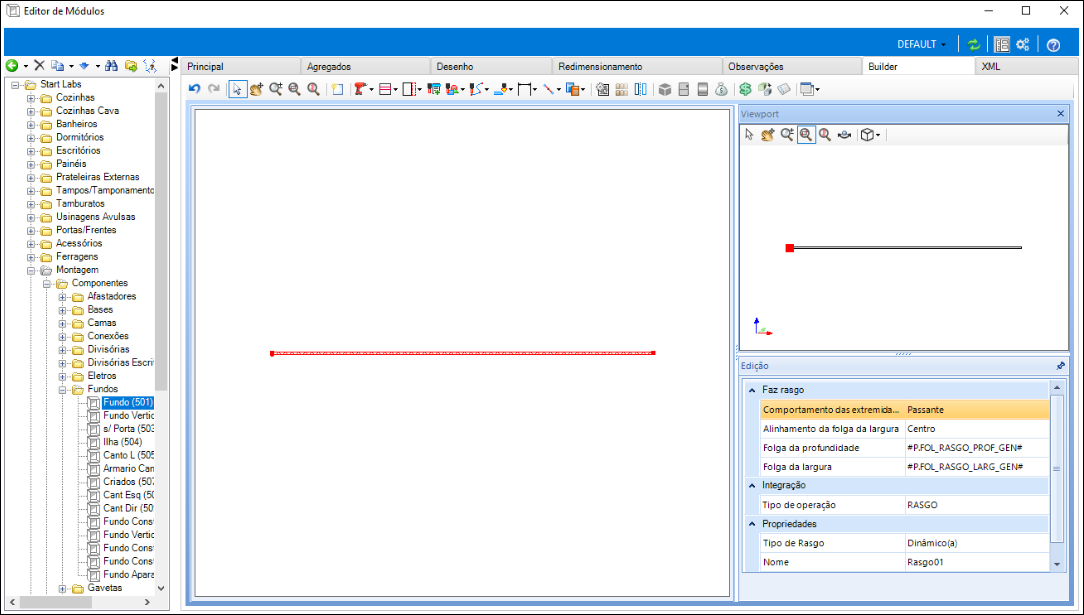
- No Fundo 3 - Um rasgo passante, que vai de uma extremidade a outra da peça.
Fundo 1
Fundo 2
Fundo 3
No ambiente, inserimos os fundos na base que receberá os rasgos:
Em seguida, gerando o programa, o resultado será:
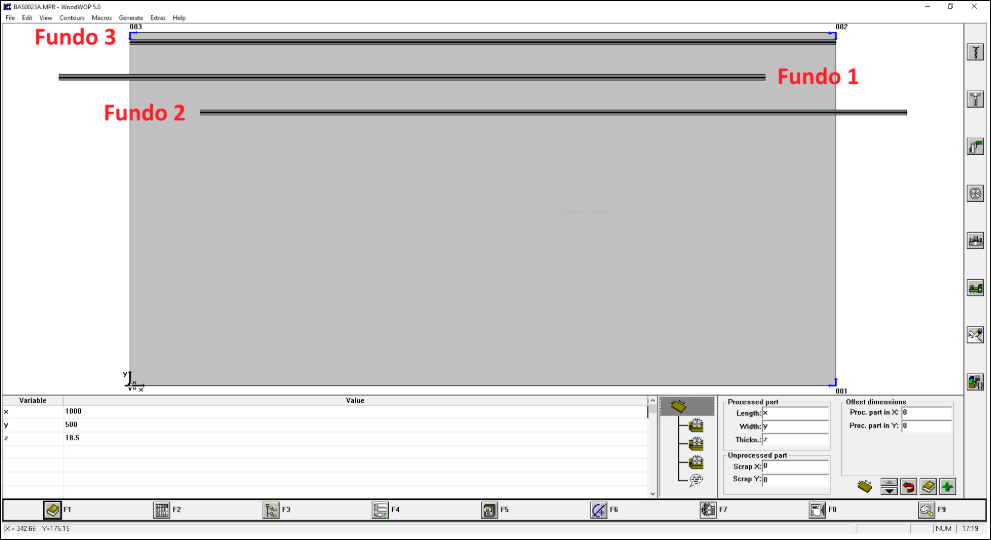
Note que os rasgos feitos pelos fundos 1 e 2 foram feitos respeitando exatamente os deslocamentos informados.
Priorização de cabeçote da máquina BHX500
A máquina BHX500 possui dois cabeçotes de furação, um superior e um inferior. Pela configuração da máquina é possível realizar os ajustes em relação à usabilidade destes cabeçotes.
Através da opção Selecione o(s) cabeçote(s) selecione quais os cabeçotes serão utilizados para realizar as operações da máquina.
As opções são Ambos, Inferior e Superior.

Se Ambos for escolhido neste campo, será possível indicar qual cabeçote será priorizado durante a execução das operações.
Selecione entre Inferior e Superior.
EXEMPLO:
Neste caso, como exemplo, selecionando o cabeçote Superior, os dois cabeçotes poderão executar operações nas peças, porém a priorização será do cabeçote Superior.

IMPORTANTE: A priorização do cabeçote será realizada pela face da peça que contém mais operações.
Alterar padrão das furações das máquinas Homag
Existem nas configurações de Setup das máquinas da Homag (BHX e Venture) opções que determinam a velocidade das brocas na entrada e na furação da peça. Estas opções se aplicam para furos passantes e não passantes. Para altera-las devemos selecionar as opções desejadas no plug-in:
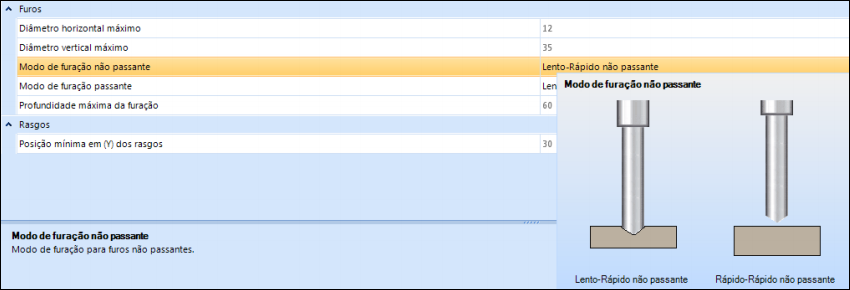
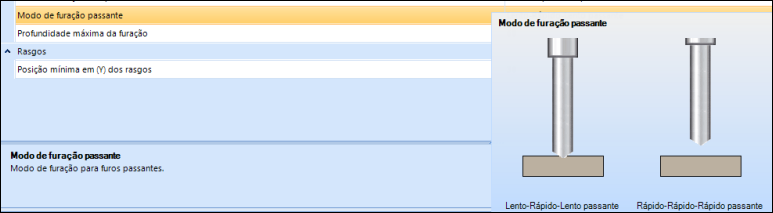
Depois de gerados os programas, podemos notar o tipo de furação selecionada no arquivo MPR, abrindo o WoodWop e selecionando a furação:
Compensação usinagem passante - BHX055
Disponível a partir da versão:
- Plugin Builder 1.60.14.20 ou superior
Compensação de perfuração e usinagem passante
Na edição de fresas está disponível a configuração de Compensação de perfuração e usinagem passante(mm).
Por padrão essa propriedade tem o valor 0.1, assim todas as usinagens que tenham uma profundidade que as caracterizem como passante, terão um acréscimo na profundidade de 0.1.
Na BHX esta propriedade pode receber valores negativos maiores que -10. Com um valor negativo na propriedade, usinagens passantes terão o valor setado somado a profundidade da usinagem, assim resultando em uma profundidade menor.
IMPORTANTE: O menor valor está restrito a -10, ao tentar colocar um valor que seja inferior que -10, automaticamente o valor é ajustado para -10.
Este cenário com valores negativos é recomendado para situações onde cai material da peça ao executar usinagem.
EXEMPLO:
Se a usinagem tem uma profundidade de 20 mm (que é igual a espessura da peça) e o valor inserido na Compensação de perfuração e usinagem passante(mm) for de -2, a profundidade final da usinagem será de 18 mm.