Verifique las especificaciones y configuraciones disponibles en el plugin ABD 250:
Disponible desde la versión: Plugin Builder 1.60.17.02
Tipo de máquina: Centro de Ruteado CNC
Fabricante: Weeke
Ejemplo de programas: BAS0006A e BAS0006B
Extensión del archivo generado: .mpr
Manual: manual puesto a disposición por el fabricante, haga clic aquí.
Principales características
- Perforación;
- Inserción de accesorios (clavija, cuña, correderas). Para más información sobre el registro de inserciones de herrajes, acceda al artículo Builder - Registro de inserción de herraje
Configuración
Para verificar los ajustes en las máquinas CNC, haga clic aquí.
Máquina 1
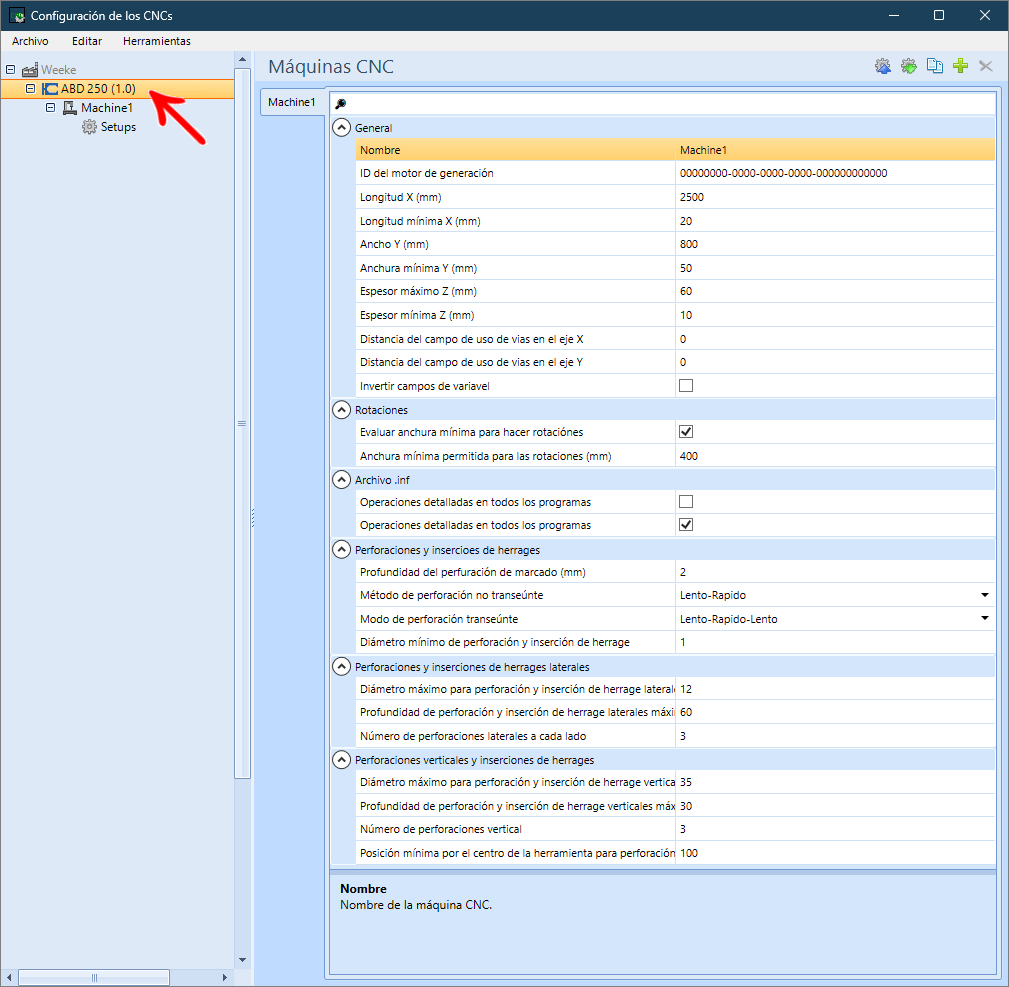
General
Nombre: establezca el nombre de la máquina.
IMPORTANTE: el nombre definido en este campo también cambia el nombre de la carpeta donde se guardarán los archivos generados.
ID del motor de generación (mm): ID del motor de generación de la máquina;
Longitud X (mm): Longitud X de la pieza en que la máquina pueda ejecutar las operaciones;
Longitud mínimo X (mm): Longitud mínima de la pieza en que la máquina pueda ejecutar las operaciones;
Ancho Y (mm): Ancho de la máquina;
Anchura mínima Y (mm): Anchura mínima de la pieza en que la máquina se puede realizar las operaciones;
Espesor máximo (Z): espesor máximo de la pieza en que la máquina puede ejecutar operaciones, en milímetros;
Espesor mínimo (Z): espesor mínimo de la pieza en que la máquina pueda ejecutar operaciones, en milímetros;
Distancia del campo de uso de vias en el eje X: Distancia del final de la pieza en el eje X, que determina el área donde las operaciones deben llevar variable del tamaño de la pieza, menos a distancia de la operación en consideración al final;
Distancia del campo de uso de vias en el eje Y: Distancia del final de la pieza en el eje Y, que determina el área donde las operaciones deben llevar variable del tamaño de la pieza, menos a distancia de la operación en consideración al final;
Invertir campos de variavel: Al marcar esta opción, cuando se genera una pieza rotacional, los campos invierte;
Rotaciones
Evaluar anchura mínima para hacer rotaciones:Define si en la generación de los programas se evaluará la dimensión mínima de la pieza a ser rotada en la dirección del ancho. Si es así, las piezas con caras más pequeñas que las dimensiones definidas se rotarán, y la cara se alineará con el eje de la anchura de la máquina;
Anchura mínima permitida para las rotaciones (mm):Establece el ancho mínimo permitido para las rotaciones. Si el ancho de la pieza es menor que el definido, la dimensión mayor de la pieza se fijará en X.
Archivo .inf
Operaciones detalladas en todos los programas: Detallar operaciones no realizadas no archivo .inf en todos los programas (A, B, C, ...);
Generar archivo .inf de piezas sin operación: Generar archivo .inf de piezas sin operación.
Perforaciones e inserciones de herrajes
Profundidad del perforación de marcado (mm): Profundidad máxima a considerar para a perforación de marcado. Cuando el orificio sea menor o igual, se considerará automáticamente una perforación de marcado;
Modo de perforación no transeúnte: Modo de perforación para furos no pasantes sobre la pieza;
Modo de perforación transeúnte: Modo de perforación para furos pasantes sobre la pieza;
Diámetro mínimo de perforación y inserción de herraje (mm): Diámetro mínimo de perforación e inserción de herraje.
Perforaciones e inserciones de herrajes laterales
Diámetro máximo para perforación e inserción de herraje laterales (mm): Diámetro máximo para perforación e inserción de herraje laterales;
Profundidad máxima de perforación e inserción de herraje laterales (mm): Profundidad máxima para perforación e inserción de herraje laterales;
Número de perforaciones laterales a cada lado: Número de brocas para las perforaciones laterales en cada lado (en las caras de topo).
Perforaciones verticales y inserciones de herrajes
Diámetro máximo para perforación y inserción de herraje verticales (mm): Diámetro máximo para perforación e inserción de herraje verticales;
Profundidad máxima de perforaciones e inserción de herrajes verticales (mm): Profundidad máxima de Perforación e inserción de herrajes verticales;
Número de brocas para perforaciones verticales: Número de brocas para perforación vertical (en la cara superior);
Posición mínima por el centro de la herramienta para perforaciones y inserciones (mm): Posición mínima por el centro de la herramienta para perforaciones y inserciones de las herrajes verticales en Y.
Set Ups
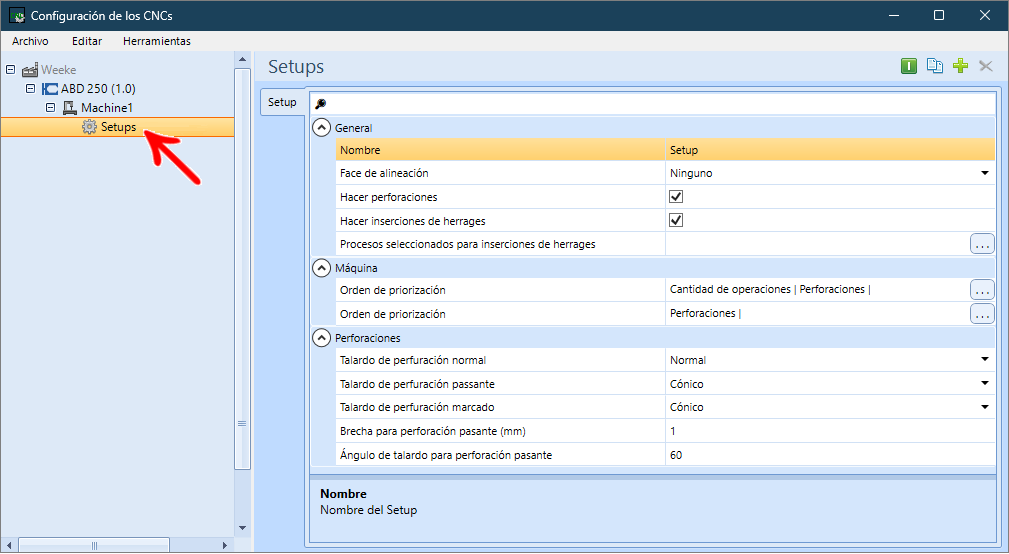
General
Nombre: el nombre definido en este campo también cambia el nombre de la carpeta donde se guardarán los archivos generados.
Face de Alineación:define si se considera la cara de alineación registrada en cada pieza al generar los programas. En caso afirmativo, esta cara se alineará según la configuración seleccionada.
Hacer perforaciones:máquina está habilitada para hacer perforaciones.
Hacer inserción de herrajes: la máquina está cualificada para hacer la inserción de las herrajes;
Procesos seleccionados para inserción de herrajes: Proceso seleccionado para la máquina hacer la inserción de herrajes.
Máquina
Orden de priorización: define el orden de priorización de operaciones para la generación de programas. Según el orden indicado en este campo, el complemento priorizará la opción seleccionada en el programa A.
Ejemplo: En una pieza que tiene agujeros en una cara y ranuras en la otra cara, el orden indicado en este campo determinará cuál tendrá prioridad en el programa A.
Orden de las operadores:orden en que la máquina realiza las operaciones.
Perforaciones
Broca a perforación normal: tipo de broca para perforar;
Broca a perforación pasante: tipo de perforación para perforaciones pasantes: taladro normal, lanza o avellanador;
Broca a perforación de marca: tipo de broca para perforación de marcado: broca normal, lanza o escariador;
Brecha para perforación pasante (mm): determine la brecha de perforación para uso en perforaciones pasantes;
Ángulo de taladro para perforación pasante: determine el ángulo del extremo de la broca para usar con perforación pasantes. (de 25 a 90 grados).