En este artículo, se abordarán las siguientes características del registro de mecanizado en Plugin Builder:
- Registro de mecanizado dinámico
- Mecanizado dinámico en un solo módulo
- Aplicación del mecanizado en el entorno 3D
- Mecanizado de perfiles
- Uso de mecanizado
- Tipos de mecanizado
- Selección de mecanizados paramétricos
- Procesos de mecanizado y ranura
- Configuración de puente para mecanizado continuo
- Mecanizado con profundidad variable
- Corrección en la aplicación del mecanizado de contacto dinámico
Leia com atenção o material disponível e, caso tenha alguma dúvida, entre em contato com a Consultoria de Catalog.
Registro de mecanizado dinámico
Los mecanizados dinámicos se suelen registrar en elementos como cajas de conexiones, prensaestopas y elementos similares para que, al insertarlos en el entorno 3D y posicionarlos en una geometría registrada, estos accesorios generen mecanizados en las geometrías a las que se agregaron:
Para realizar este registro es necesario seguir los siguientes procedimientos:
1. Asegúrese de que el dibujo .DXF registrado tenga la capa registrada y cargada en el dibujo;
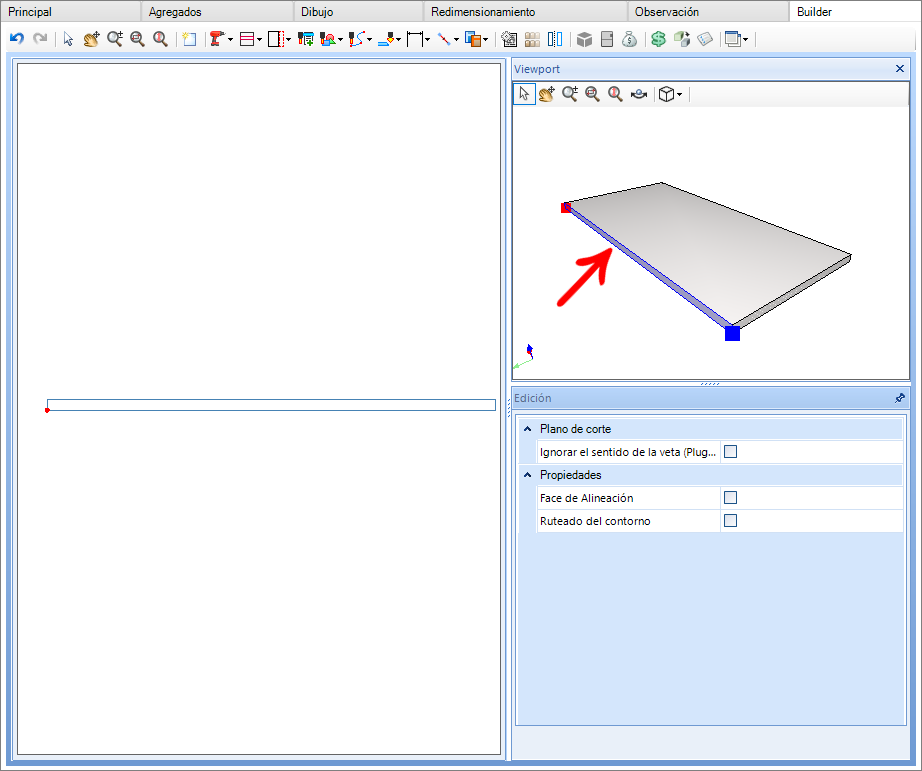
2. Dentro del registro del artículo que desea registrar el mecanizado, en la pestaña Builder, haga clic en el icono de Geometrías;
3. Seleccione el área aproximada donde se realizará el mecanizado.
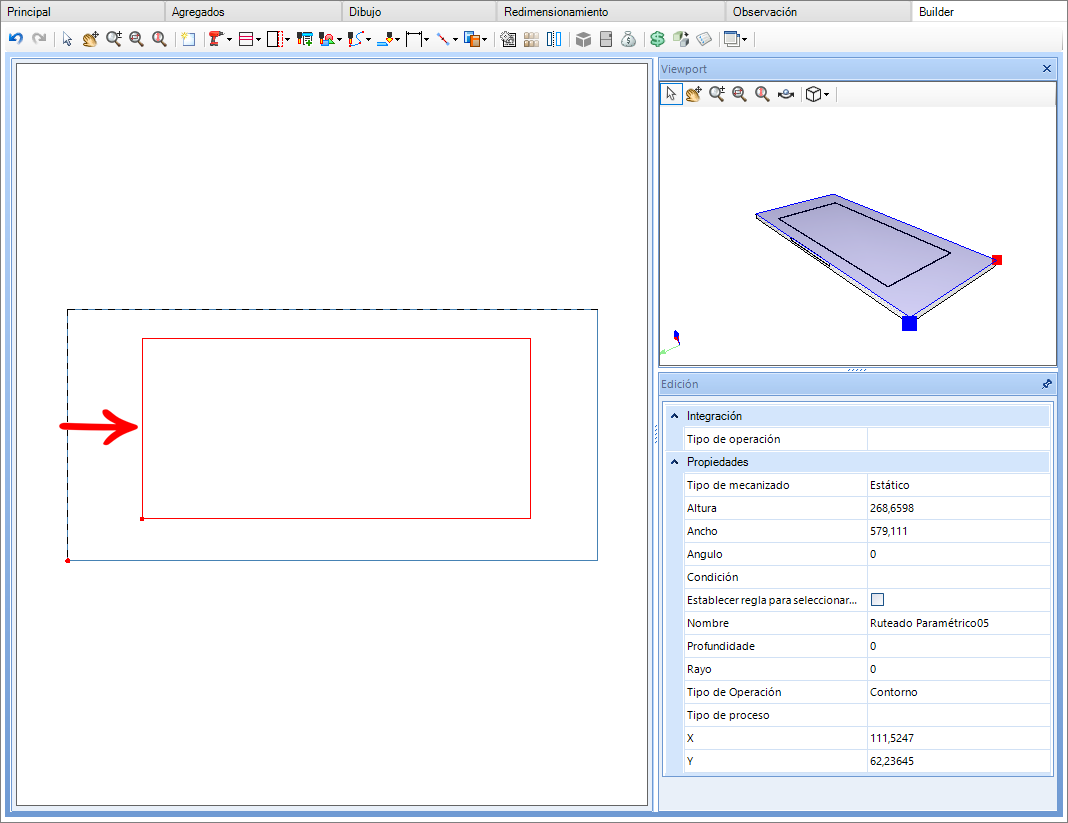

4. En la ventana Edición ubicada en la esquina derecha de la pantalla, es necesario completar los campos para configurar el mecanizado;
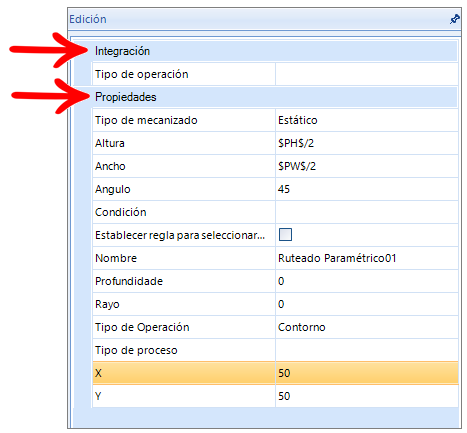
Integración
Tipo de operación: Se utilizará para la presupuestación e integración, esta operación se registra a través del registro de operaciones del Builder.
Propiedades
Tipo de mecanizado: Define si el mecanizado será estático o dinámico.
Altura: Establece la altura de mecanizado.
Ángulo: Define el ángulo de mecanizado.
Condición: En este campo, se pueden determinar reglas para que este mecanizado se genere o no.
Definir regla para la selección de procesos: puede definir una regla para la selección de procesos.
Ancho: Define el ancho de mecanizado.
Nombre: Define el nombre que se le dará a este mecanizado.
Profundidad: Define la profundidad de mecanizado.
Radio: Define el radio de los extremos del mecanizado.
Tipo de Operación: Define si el mecanizado será interno o contorneado:
- Mecanizado interno: Provoca la eliminación de todo el material de la pieza.
- Mecanizado de contornos: Hace que la fresa en una sola pasada sobre la pieza, provocando que parte del material fluya hacia la máquina.
Tipo de proceso: Es posible crear y definir el tipo de procesos para un mecanizado específico registrado en el menú Builder. Permitiendo el uso de una determinada herramienta para un determinado mecanizado y no de uso general para todos los mecanizados.
X: Determina la posición X del agujero en relación con el punto cero de la pieza.
Y: Determina la posición Y del agujero en relación con el punto cero de la pieza.
Aplicación del mecanizado en el entorno 3D
Al insertar una trayectoria dinámica en el entorno 3D, tendrá la siguiente funcionalidad:
Artículos donde se registra el mecanizado:
En estos ítems el mecanizado dinámico no genera ninguna información para la producción, este ítem sirve en este caso solo para orientar donde se debe generar la operación de mecanizado.
El mecanizado dinámico se puede registrar tanto en archivos DXF como en geometrías.
Geometrías en contacto con mecanizados dinámicos:
Para aquellas geometrías que entran en contacto con el mecanizado dinámico, reciben la operación de mecanizado independientemente del área donde el mecanizado hizo contacto:
Ejemplo:
Cuando se aplica una trayectoria de herramienta dinámica rectangular a dos partes y se centra, esta trayectoria entre las dos partes debe estar 100% centrada para ser generada. Debido a las limitaciones del sistema, si la trayectoria es circular, la trayectoria solo se generará en una parte.
NOTA: Para los elementos registrados como Dibujo 3D que se insertan en el entorno 3D, no se genera ninguna operación.
Mecanizado de perfiles
Disponible a partir de la versión:
- Plugin Builder 1.11.30.2
El registro de mecanizado de perfiles se puede crear en ángulo o no. Vea a continuación cómo registrarse:
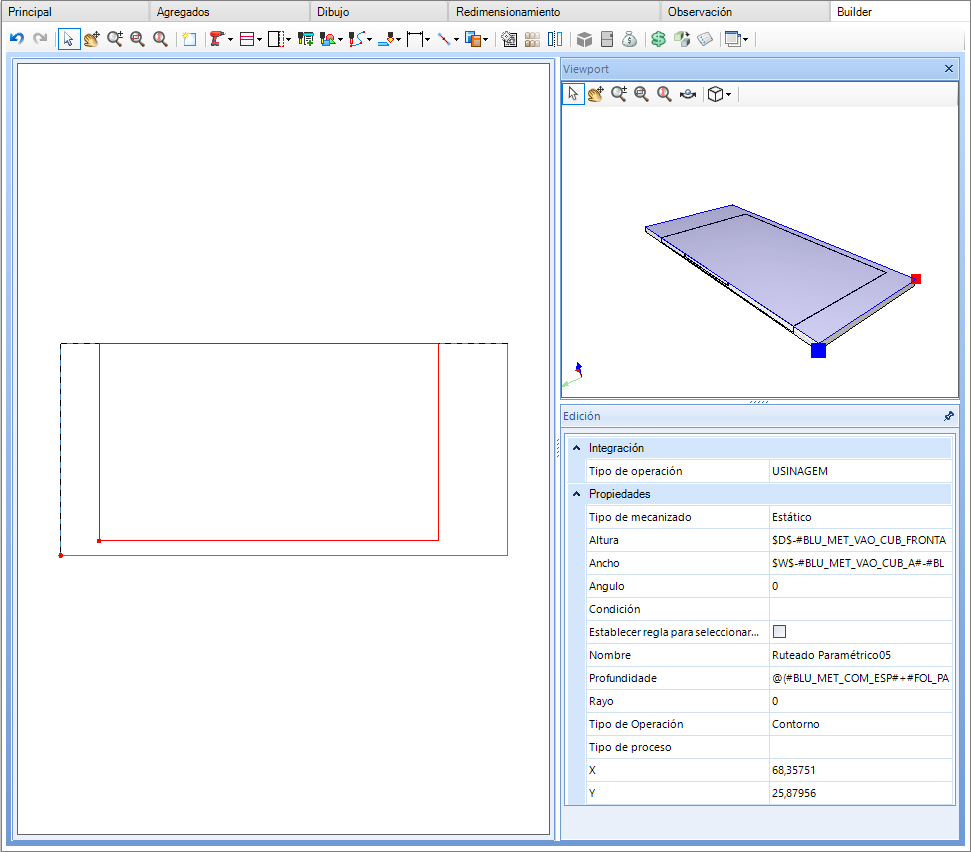
1. En el registro del módulo, acceda a la pestaña Builder y seleccione la cara del perfil;
2. Seleccione el mecanizado paramétrico en línea y registre la línea de mecanizado.

3. En el campo Editar, complete los siguientes campos:
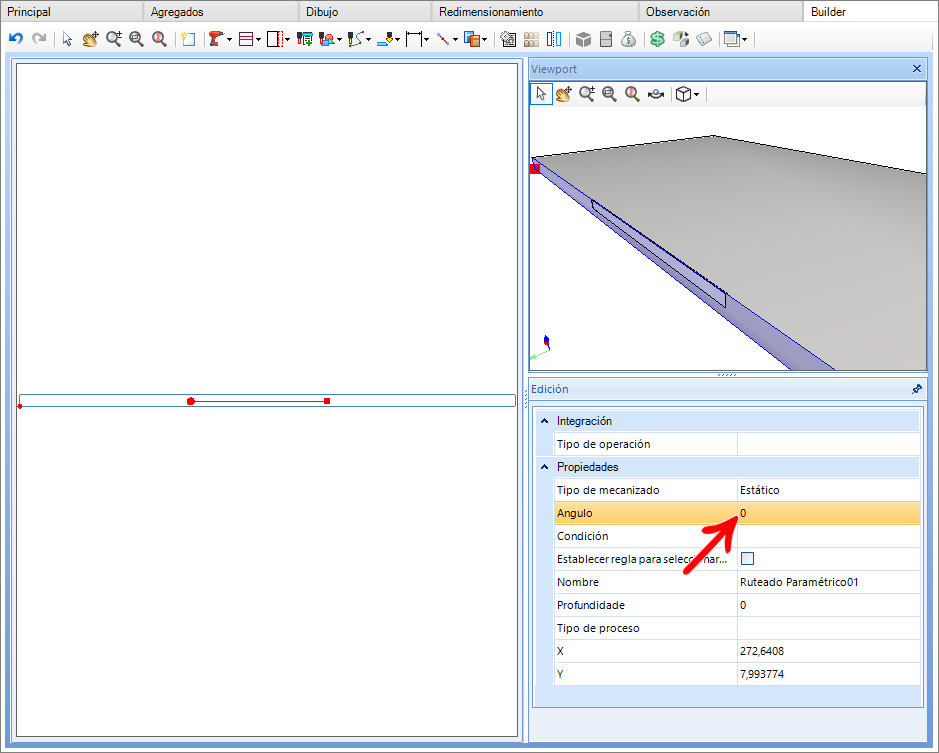
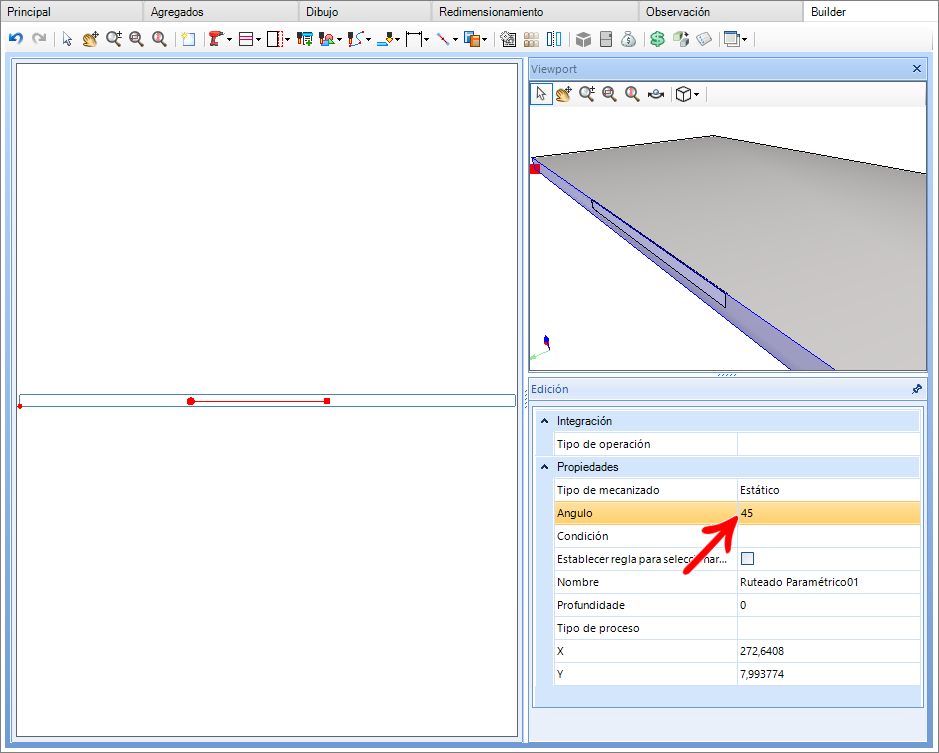
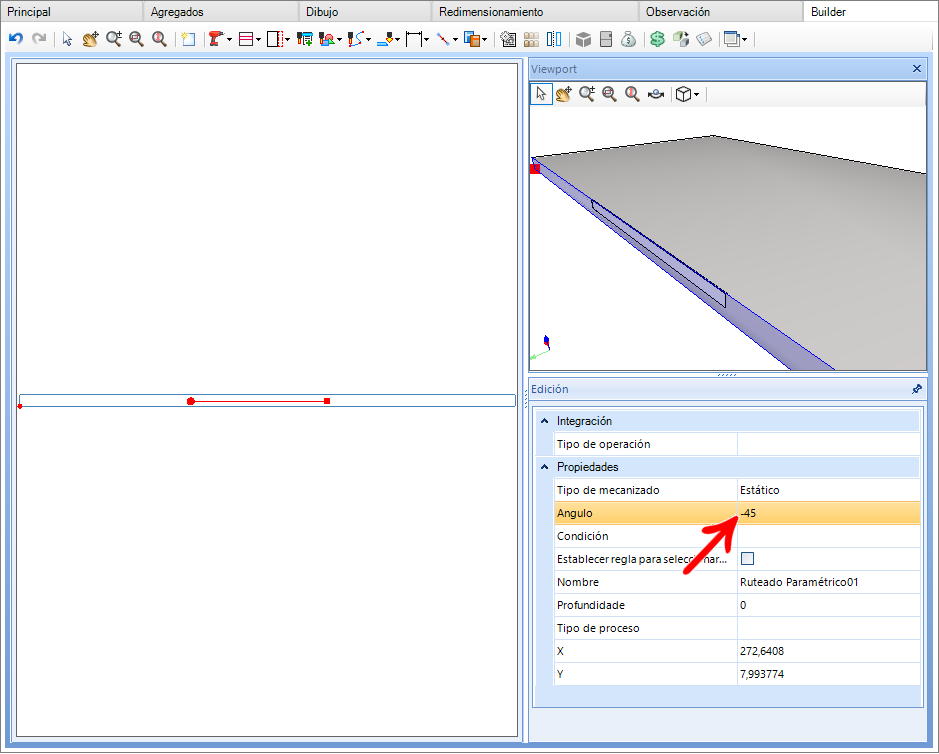
Ángulo: Registre el ángulo de mecanizado referido a la herramienta.
NOTA: Para los casos de fresas sin ángulo, dejar el valor cero.
- Ángulo igual a cero
- Ángulo mayor que cero
- Ángulo menor que cero
1. Ángulo igual a cero:
2. Ángulo mayor que cero:
3. Ángulo menor que cero:
Setup
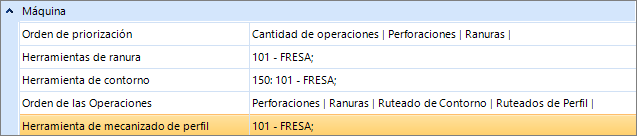
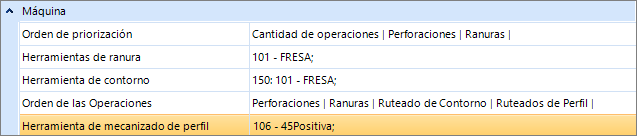
En la configuración de la máquina CNC:
1. En Setup de máquina, marque la opción Hacer mecanizado de perfil;
2. En Herramientas, defina herramientas compatibles, previamente registradas;

1. Ángulo igual a cero:
2. Ángulo mayor que cero:
3. Ángulo menor que cero:
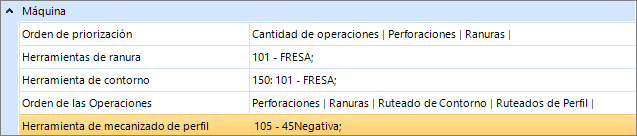
Herramientas
Las herramientas admitidas actualmente son:
- Fresas: cuando el ángulo de mecanizado es igual a cero;
- Fresas cónicos: cuando el ángulo es diferente de cero;
Fresa
Profundidad de pasada: Valor de profundidad por pasada de herramienta, dependiendo de este valor y la profundidad registrada en la pieza, se define el número de veces que la herramienta pasará por la pieza hasta alcanzar la profundidad deseada.
Fresa cônica
Profundidad de pasada vertical: Valor de la profundidad por pasada vertical de la herramienta, dependiendo de este valor y la profundidad registrada en la pieza, se define el número de veces que la herramienta pasará la pieza hasta alcanzar la profundidad deseada verticalmente.
IMPORTANTE: Al tratarse de una propiedad nueva (Builder versión 1.60.16.3) y para mantener la compatibilidad y el funcionamiento estándar, el valor de la Profundidad de la pasada vertical utiliza el mismo valor que la altura de la herramienta.
Profundidad de pasada horizontalmente: Valor de la profundidad por pasada horizontal de la herramienta, dependiendo de este valor y la profundidad registrada en la pieza, se define el número de veces que la herramienta pasará la pieza hasta alcanzar la profundidad deseada horizontalmente.
Diámetro: Diámetro de la herramienta.
NOTA: El azul representa el punto cero de la herramienta.
Compensación de mecanizado: representa cuánto desciende la herramienta fuera de la pieza. Esta opción depende del tipo de ángulo registrado:
Ángulo mayor que cero: Solo si el registro de mecanizado es igual a cero en el eje Y.
Ángulo menor que cero:
- Si la profundidad de mecanizado es cero independientemente del valor de Y;
- Si la profundidad es mayor que cero y el valor de Y es cero.
Ejemplos:
1. Mecanizado con ángulo igual a cero.
Caso de prueba 01:
| Datos de la pieza | Ángulo de mecanizado | 0 |
| Datos de la pieza | Profundidad | 40 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 100, Y = 0 |
| Datos de la pieza | Punto final de mecanizado | X = 200, Y = 0 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 15 mm |
| Datos de la pieza | Diámetro (b) | 10 mm |
Resultado:
2. Mecanizado con un ángulo superior a cero.
Caso de prueba 01:
| Datos de la pieza | Ángulo de mecanizado | 45 |
| Datos de la pieza | Profundidad (a) | 10 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 0, Y = 0 |
| Datos de la pieza | Punto final de mecanizado | X = 1000, Y = 0 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 15 mm |
| Datos de la Herramienta | Ángulo de corte | 45 |
| Datos de la Herramienta | Diámetro (b) | 60 mm |
| Datos de la Herramienta | Compensación de mecanizado | 0 mm |
Resultado:
Caso de prueba 02:
| Datos de la pieza | Ángulo de mecanizado | 45 |
| Datos de la pieza | Profundidad (a) | 10 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 0, Y = 0 |
| Datos de la pieza | Punto final de mecanizado | X = 1000, Y = 0 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 15 mm |
| Datos de la Herramienta | Ángulo de corte | 45 |
| Datos de la Herramienta | Diámetro (b) | 60 mm |
| Datos de la Herramienta | Compensación de mecanizado | 5 mm |
Resultado:
Caso de prueba 03:
| Datos de la pieza | Ángulo de mecanizado | 45 |
| Datos de la pieza | Profundidad (a) | 10 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 0, Y = 7,5 |
| Datos de la pieza | Punto final de mecanizado | X = 1000, Y = 7,5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 15 mm |
| Datos de la Herramienta | Ángulo de corte | 45 |
| Datos de la Herramienta | Diámetro (b) | 60 mm |
| Datos de la Herramienta | Compensación de mecanizado | 0 mm |
Resultado:
Caso de prueba 04:
| Datos de la pieza | Ángulo de mecanizado | 45 |
| Datos de la pieza | Profundidad (a) | 10 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 0, Y = 7,5 |
| Datos de la pieza | Punto final de mecanizado | X = 1000, Y = 7,5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 15 mm |
| Datos de la Herramienta | Ángulo de corte | 45 |
| Datos de la Herramienta | Diámetro (b) | 60 mm |
| Datos de la Herramienta | Compensación de mecanizado | 5 mm |
Resultado:
NOTA: En este caso, se ignorará la compensación.
3. Mecanizado con un ángulo menor que cero.
Caso de prueba 01:
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad (a) | 0 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 0, Y = 0 |
| Datos de la pieza | Punto final de mecanizado | X = 1000, Y = 0 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 15 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro (b) | 20 mm |
| Datos de la Herramienta | Compensación de mecanizado |
0 mm |
Resultado:
Caso de prueba 02:
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad (a) | 0 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 0, Y = 7,5 |
| Datos de la pieza | Punto final de mecanizado | X = 1000, Y = 7,5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 15 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro (b) | 20 mm |
| Datos de la Herramienta | Compensación de mecanizado |
5 mm |
Resultado:
Caso de prueba 03:
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad (a) | 0 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 0, Y = 7,5 |
| Datos de la pieza | Punto final de mecanizado | X = 1000, Y = 7,5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 15 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro (b) | 20 mm |
| Datos de la Herramienta | Compensación de mecanizado |
0 mm |
Resultado:
Caso de prueba 04:
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad (a) | 0 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 0, Y = 7,5 |
| Datos de la pieza | Punto final de mecanizado | X = 1000, Y = 7,5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 15 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro (b) | 20 mm |
| Datos de la Herramienta | Compensación de mecanizado |
5 mm |
Resultado:
Caso de prueba 05:
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad (a) | 10 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 0, Y = 7,5 |
| Datos de la pieza | Punto final de mecanizado | X = 1000, Y = 7,5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 15 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro (b) | 20 mm |
| Datos de la Herramienta | Compensación de mecanizado |
0 mm |
Resultado:
Caso de prueba 06:
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad (a) | 10 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 0, Y = 7,5 |
| Datos de la pieza | Punto final de mecanizado | X = 1000, Y = 7,5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 15 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro (b) | 20 mm |
| Datos de la Herramienta | Compensación de mecanizado |
5 mm |
Resultado:
NOTA: En este caso, se ignorará la compensación.
Caso de prueba 07:
|
Datos de la pieza |
Ángulo de mecanizado |
-45 |
|
Datos de la pieza |
Profundidad (a) |
10 mm |
|
Datos de la pieza |
Punto de partida del mecanizado |
X = 0, Y = 2 |
|
Datos de la pieza |
Punto final de mecanizado |
X = 1000, Y = 2 |
|
Datos de la pieza |
Tamaño de la pieza |
1000 x 500 x 15 mm |
|
Datos de la Herramienta |
Ángulo de corte |
-45 |
|
Datos de la Herramienta |
Diámetro (b) |
20 mm |
|
Datos de la Herramienta |
Compensación de mecanizado |
5 mm |
|
Datos de la Herramienta |
Profundidad de pasada vertical (c) |
5 mm |
|
Datos de la Herramienta |
Profundidad de pasada horizontalmente |
20 mm |
Caso de prueba 08:
|
Datos de la pieza |
Ángulo de mecanizado |
-45 |
|
Datos de la pieza |
Profundidad (a) |
10 mm |
|
Datos de la pieza |
Punto de partida del mecanizado |
X = 0, Y = 2 |
|
Datos de la pieza |
Punto final de mecanizado |
X = 1000, Y = 2 |
|
Datos de la pieza |
Tamaño de la pieza |
1000 x 500 x 15 mm |
|
Datos de la Herramienta |
Ángulo de corte |
-45 |
|
Datos de la Herramienta |
Diámetro (b) |
20 mm |
|
Datos de la Herramienta |
Compensación de mecanizado |
5 mm |
|
Datos de la Herramienta |
Profundidad de pasada vertical |
20 mm |
|
Datos de la Herramienta |
Profundidad de pasada horizontalmente (c) |
5 mm |
Caso de teste 09:
|
Datos de la pieza |
Ángulo de mecanizado |
45 |
|
Datos de la pieza |
Profundidad (a) |
10s mm |
|
Datos de la pieza |
Punto de partida del mecanizado |
X = 0, Y = 2 |
|
Datos de la pieza |
Punto final de mecanizado |
X = 1000, Y = 2 |
|
Datos de la pieza |
Tamaño de la pieza |
1000 x 500 x 15 mm |
|
Datos de la Herramienta |
Ángulo de corte |
45 |
|
Datos de la Herramienta |
Diámetro (b) |
20 mm |
|
Datos de la Herramienta |
Compensación de mecanizado |
5 mm |
|
Datos de la Herramienta |
Profundidad de pasada vertical (c) |
5 mm |
|
Datos de la Herramienta |
Profundidad de pasada horizontalmente |
20 mm |
Caso de prueba 10:
|
Datos de la pieza |
Ángulo de mecanizado |
45 |
|
Datos de la pieza |
Profundidad (a) |
10ss mm |
|
Datos de la pieza |
Punto de partida del mecanizado |
X = 0, Y = 2 |
|
Datos de la pieza |
Punto final de mecanizado |
X = 1000, Y = 2 |
|
Datos de la pieza |
Tamaño de la pieza |
1000 x 500 x 15 mm |
|
Datos de la Herramienta |
Ángulo de corte |
45 |
|
Datos de la Herramienta |
Diámetro (b) |
20 mm |
|
Datos de la Herramienta |
Compensación de mecanizado |
5 mm |
|
Datos de la Herramienta |
Profundidad de pasada vertical |
20 mm |
|
Datos de la Herramienta |
Profundidad de pasada horizontalmente (c) |
5 mm |
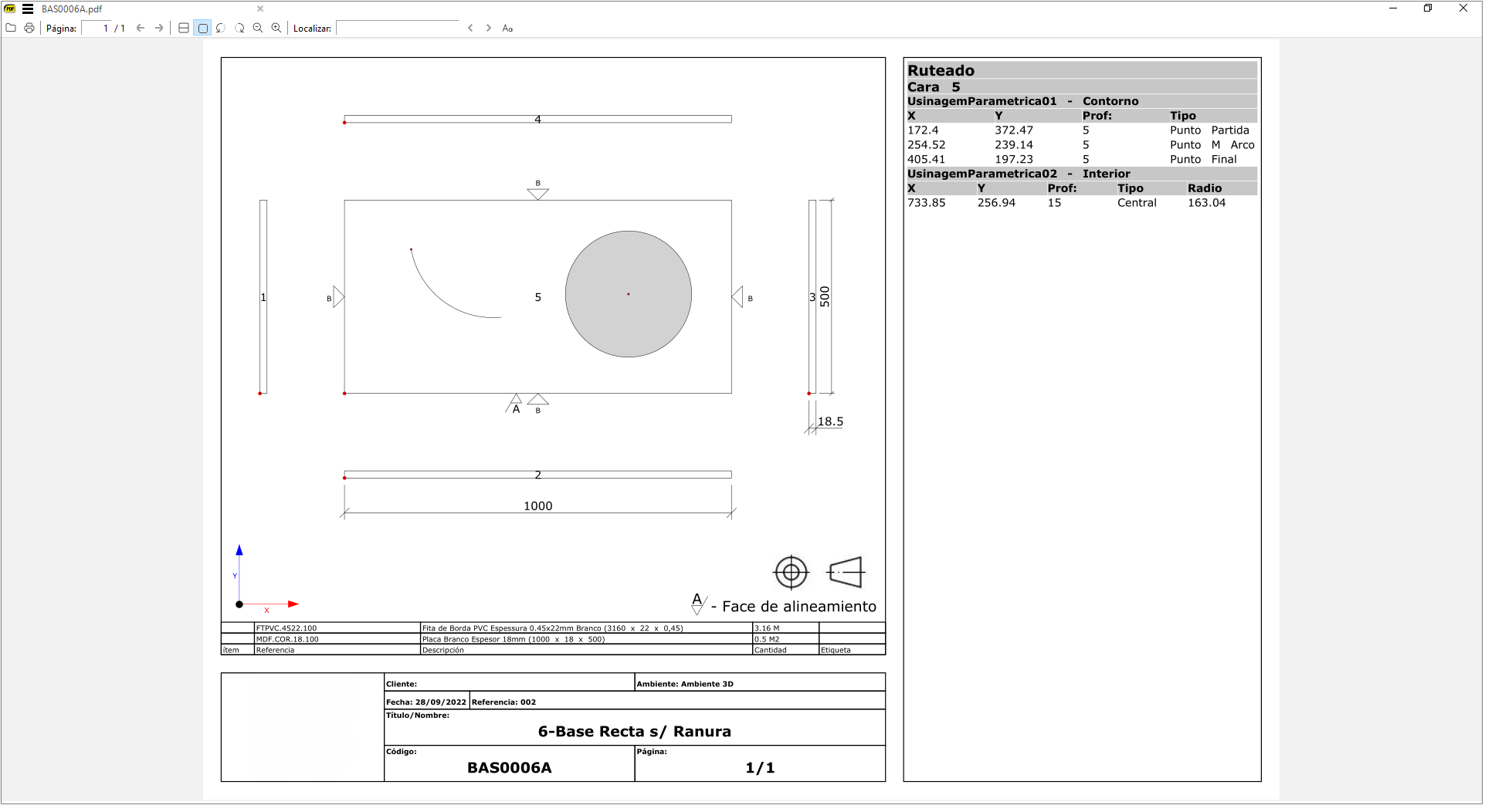
Ejemplos de programas generados
1. Mecanizado de perfiles dentro de los límites de la pieza:
- Ángulo igual a cero:
| Datos de la pieza | Ángulo de mecanizado | 0 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 330, Y = 0 |
| Datos de la pieza | Punto final de mecanizado | X = 710, Y = 0 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Diámetro | 16 mm |
| Datos de la Herramienta | Dirección de mecanizado | Horário |
| Datos de la pieza | Ángulo de mecanizado | 0 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 330, Y = 0 |
| Datos de la pieza | Punto final de mecanizado | X = 710, Y = 0 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Diámetro | 16 mm |
| Datos de la Herramienta | Dirección de mecanizado | Anti- Horário |
- Ángulo mayor que cero:
| Datos de la pieza | Ángulo de mecanizado | 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 330, Y = 0 |
| Datos de la pieza | Punto final de mecanizado | X = 710, Y = 0 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | 45 |
| Datos de la Herramienta | Diámetro | 60 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Horário |
| Datos de la pieza | Ángulo de mecanizado | 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 330, Y = 0 |
| Datos de la pieza | Punto final de mecanizado | X = 710, Y = 0 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | 45 |
| Datos de la Herramienta | Diámetro | 60 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Anti - Horário |
- Ángulo menor que cero:
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 330, Y = 0 |
| Datos de la pieza | Punto final de mecanizado | X = 710, Y = 0 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro | 5 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Horário |
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 330, Y = 0 |
| Datos de la pieza | Punto final de mecanizado | X = 710, Y = 0 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro | 5 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Anti - Horário |
2. Mecanizado del perfil desde el exterior hacia el interior de la pieza:
- Ángulo igual a cero:
| Datos de la pieza | Ángulo de mecanizado | 0 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= - 40, Y = 5 |
| Datos de la pieza | Punto final de mecanizado | X = 340, Y = 5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Diámetro | 16 mm |
| Datos de la Herramienta | Dirección de mecanizado | Horário |
| Datos de la pieza | Ángulo de mecanizado | 0 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= - 40, Y = 5 |
| Datos de la pieza | Punto final de mecanizado | X = 340, Y = 5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Diámetro | 16 mm |
| Datos de la Herramienta | Dirección de mecanizado | Anti - Horário |
- Ángulo mayor que cero:
| Datos de la pieza | Ángulo de mecanizado | 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= -40, Y = 5 |
| Datos de la pieza | Punto final de mecanizado | X = 340, Y = 5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | 45 |
| Datos de la Herramienta | Diámetro | 60 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Horário |
| Datos de la pieza | Ángulo de mecanizado | 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= -40, Y = 5 |
| Datos de la pieza | Punto final de mecanizado | X = 340, Y = 5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | 45 |
| Datos de la Herramienta | Diámetro | 60 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Anti - Horário |
- Ángulo menor que cero:
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= - 40, Y = 5 |
| Datos de la pieza | Punto final de mecanizado | X = 340, Y = 5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro | 5 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Horário |
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= - 40, Y = 5 |
| Datos de la pieza | Punto final de mecanizado | X = 340, Y = 5 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro | 5 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Anti - Horário |
3. Mecanizado de perfiles desde el interior hacia el exterior de la pieza:
- Ángulo igual a cero:
| Datos de la pieza | Ángulo de mecanizado | 0 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 650, Y = 11 |
| Datos de la pieza | Punto final de mecanizado | X = 1030, Y = 11 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Diámetro | 16 mm |
| Datos de la Herramienta | Dirección de mecanizado | Horário |
| Datos de la pieza | Ángulo de mecanizado | 0 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 650, Y = 11 |
| Datos de la pieza | Punto final de mecanizado | X = 1030, Y = 11 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Diámetro | 16 mm |
| Datos de la Herramienta | Dirección de mecanizado | Anti - Horário |
- Ángulo mayor que cero:
| Datos de la pieza | Ángulo de mecanizado | 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 650, Y = 11 |
| Datos de la pieza | Punto final de mecanizado | X = 1030, Y = 11 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | 45 |
| Datos de la Herramienta | Diámetro | 60 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Horário |
| Datos de la pieza | Ángulo de mecanizado | 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 650, Y = 11 |
| Datos de la pieza | Punto final de mecanizado | X = 1030, Y = 11 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | 45 |
| Datos de la Herramienta | Diámetro | 60 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Anti - Horário |
- Ángulo menor que cero:
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 650, Y = 11 |
| Datos de la pieza | Punto final de mecanizado | X = 1030, Y = 11 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro | 5 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Horário |
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= 650, Y = 11 |
| Datos de la pieza | Punto final de mecanizado | X = 1030, Y = 11 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro | 5 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
| Datos de la Herramienta | Dirección de mecanizado | Anti - Horário |
4. Mecanizado de perfiles fuera de los límites de la pieza:
- Ángulo igual a cero:
| Datos de la pieza | Ángulo de mecanizado | 0 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= - 155, Y = 13 |
| Datos de la pieza | Punto final de mecanizado | X = 1165, Y = 13 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Diámetro | 16 mm |
- Ángulo mayor que cero:
| Datos de la pieza | Ángulo de mecanizado | 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza |
Punto de partida del mecanizado | X= - 155, Y = 13 |
| Datos de la pieza | Punto final de mecanizado | X = 1165, Y = 13 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | 45 |
| Datos de la Herramienta | Diámetro | 60 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
- Ángulo menor que cero:
| Datos de la pieza | Ángulo de mecanizado | - 45 |
| Datos de la pieza | Profundidad | 60 mm |
| Datos de la pieza | Punto de partida del mecanizado | X= - 155, Y = 13 |
| Datos de la pieza | Punto final de mecanizado | X = 1165, Y = 13 |
| Datos de la pieza | Tamaño de la pieza | 1000 X 500 X 18,5 mm |
| Datos de la Herramienta | Ángulo de corte | - 45 |
| Datos de la Herramienta | Diámetro | 5 mm |
| Datos de la Herramienta | Compensación de mecanizado | 1 mm |
Uso de mecanizado
Vea a continuación cómo utilizar las herramientas de mecanizado Plugin Builder, generar y configurar dibujos en piezas, crear documentación técnica y programas para centros de mecanizado.
Se cubrirán los siguientes temas:
- Tipos de mecanizado
- Selección de trayectorias paramétricas
- Configurar el complemento de la máquina y generar programas
Tipos de mecanizado
1. Mecanizado de contornos
Es una opción de mecanizado donde la fresa de la máquina recorre todos los lados de la pieza, elimina imperfecciones, elimina restos específicos o elimina medidas de sobrecorte en los lados de la pieza.
Ejemplo de mecanizado en L (para esquinas):
Ejemplo de mecanizado de contornos:
2. Mecanizado paramétrico
Son mecanizados de herramientas que pueden tener formas libres en la pieza, como formas geométricas o líneas. Pueden ser contorneados o solo para interiores.
Ejemplo de mecanizado paramétrico de contornos:
Ejemplos de mecanizado paramétrico interior:
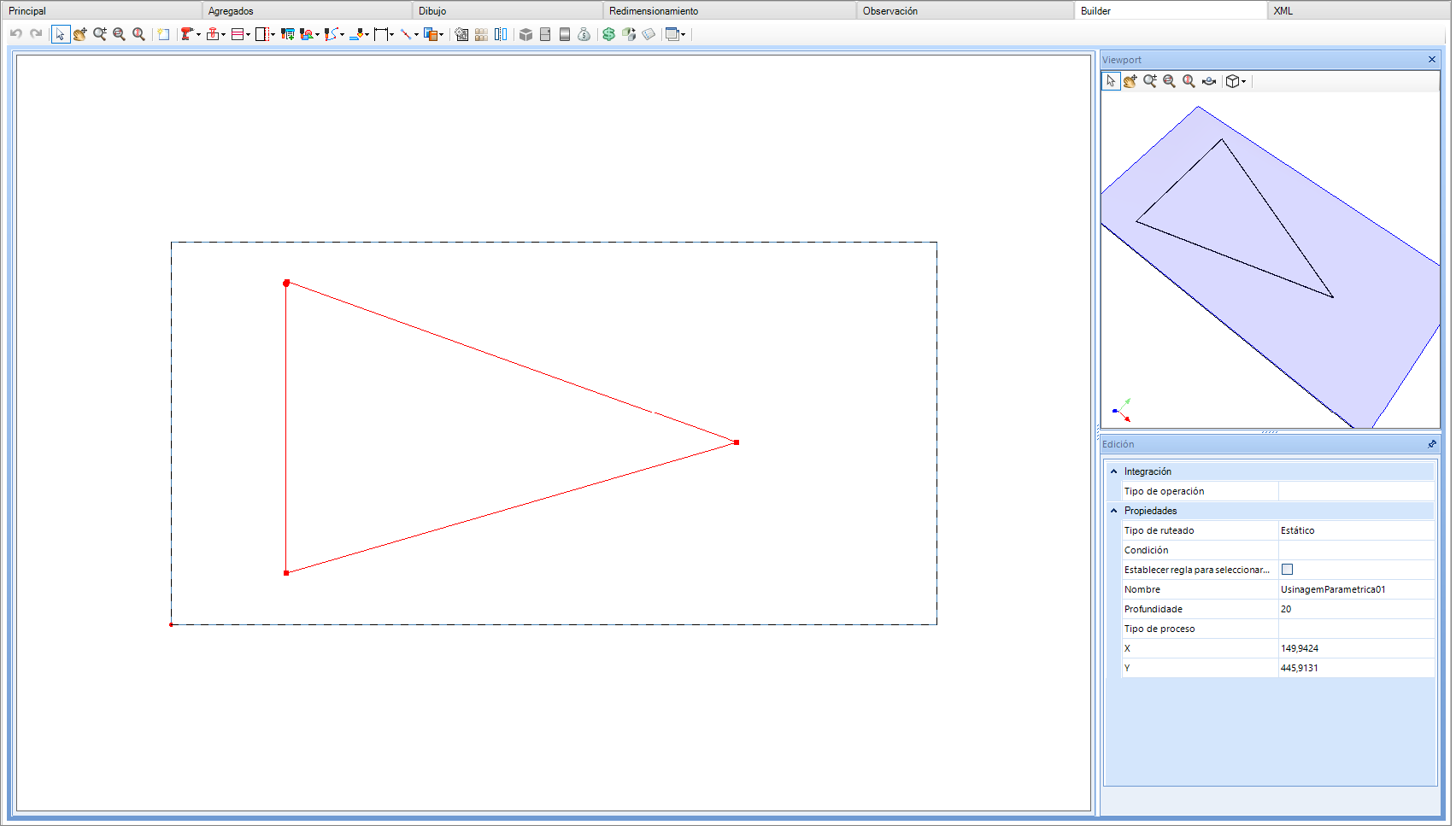
Selección de mecanizados paramétricos
En el registro del módulo, en la pestaña Builder, hay un registro con mecanizados paramétricos comunes, con configuraciones prefabricadas, solo colóquelas en la pieza.
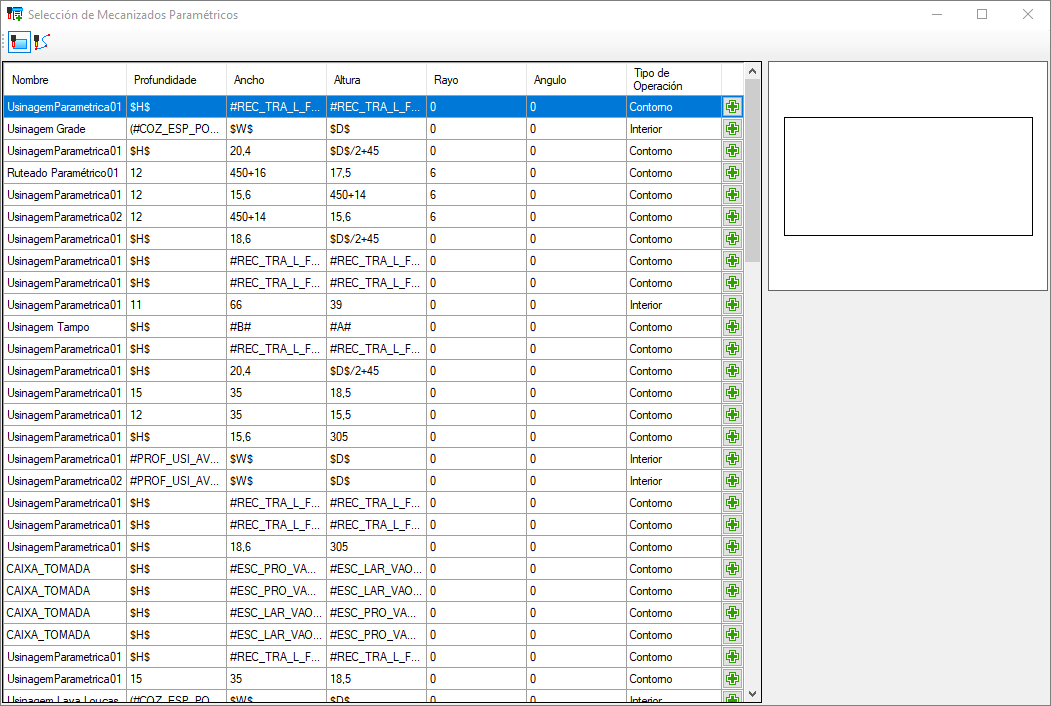
Al seleccionar la primera opción disponible en el mecanizado paramétrico, tiene los valores de Editar como se muestra en la imagen a continuación.
Configurar el complemento de la máquina y generar programas
Para generar el programa de mecanizado para la máquina CNC es necesario configurar el plug-in de la máquina, seleccionar los tipos de operaciones que se realizarán y qué herramienta se utilizará.
A continuación se muestra un ejemplo de una configuración de centro de mecanizado para la máquina Pratika 320 - SCM:
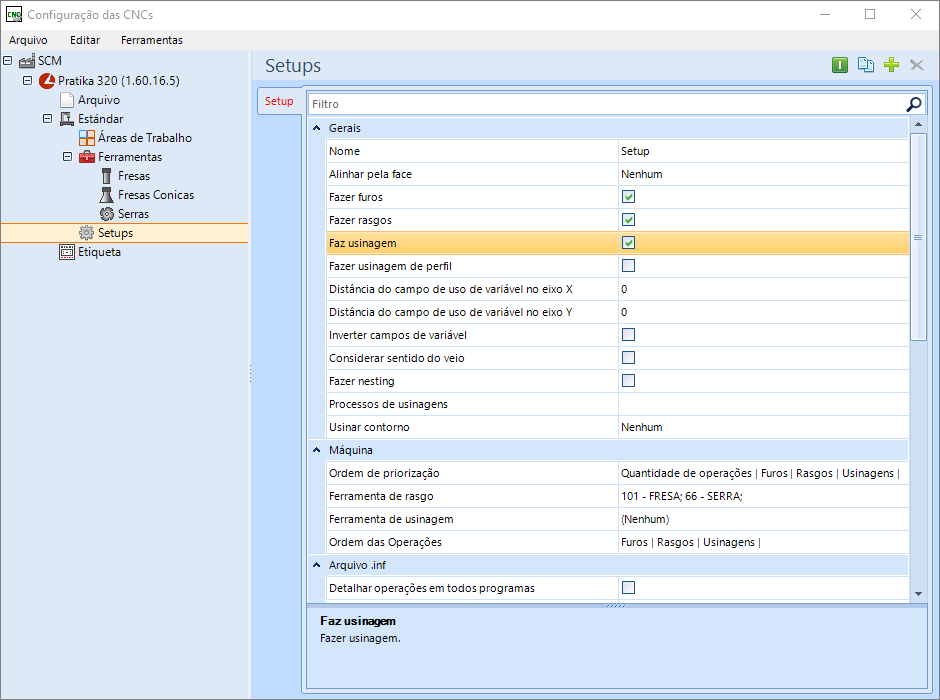
Para configurar:
1. Marque la opción Realizar mecanizado;
2. Seleccione opciones para mecanizar el contorno de todas las partes, solo las partes marcadas o ninguna;
3. Después de eso, seleccione la herramienta a mecanizar;
- Cuando se configura el plug-in y se registran las operaciones de mecanizado, se puede generar el programa CNC.
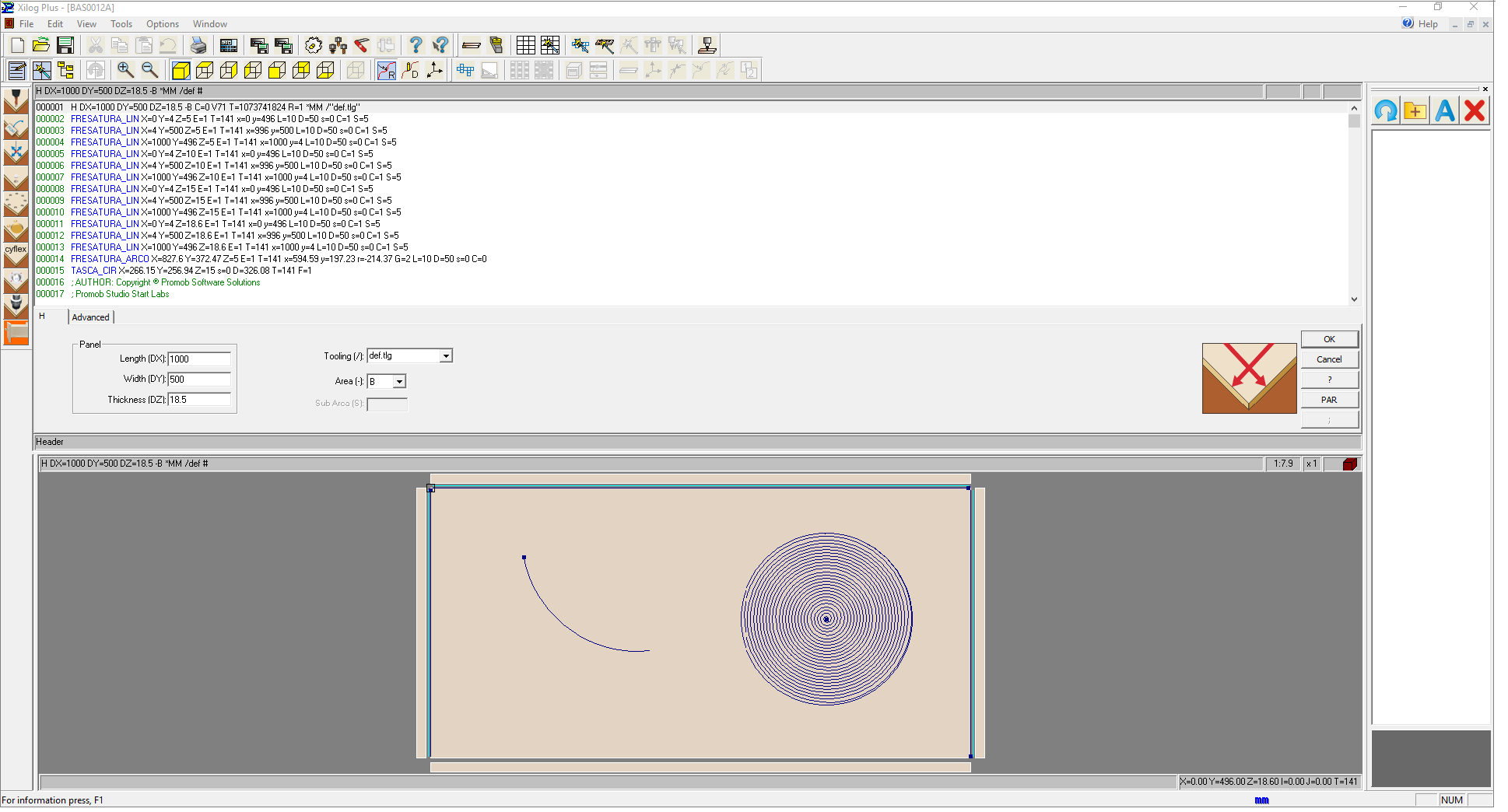
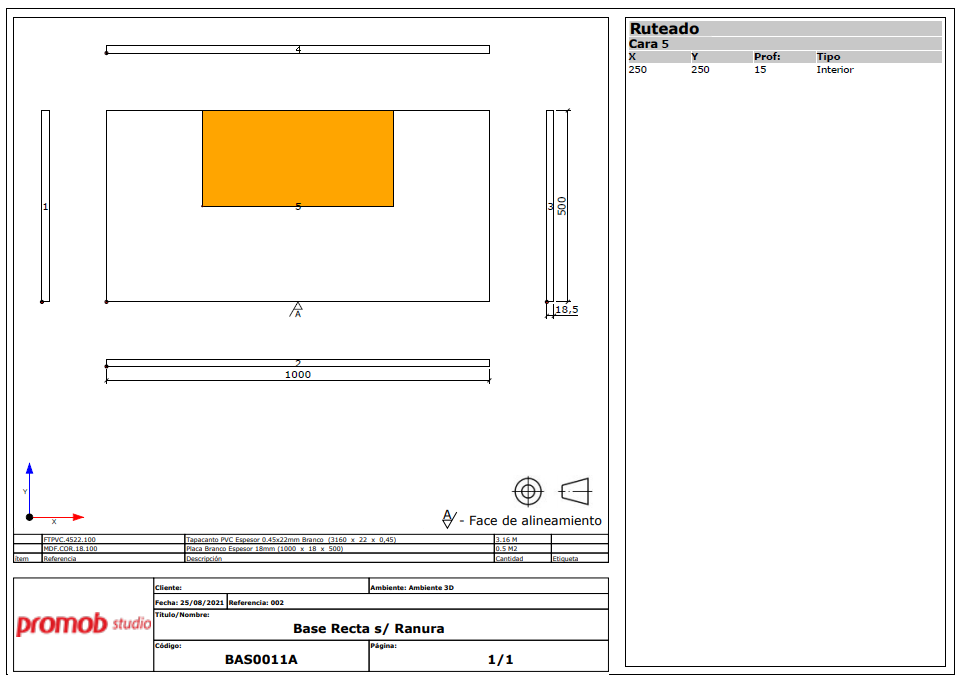
A continuación, la imagen del dibujo técnico de la pieza con el mecanizado:
Configuración de puente para mecanizado continuo
Disponible a partir de la versión:
- Plugin Builder – 1.12.12.28 ou superior.
Los puentes de apoyo en el mecanizado aseguran que las partes de la pieza que caerían en la máquina después de la ejecución de las operaciones de mecanizado continuo, permanezcan unidas a la pieza, pero en pequeños intervalos de menor espesor, lo que facilita la extracción manual de este material posteriormente.
Al configurar este soporte, hay que considerar tres campos. Se pueden encontrar en el apartado Mecanizado con puentes de apoyo, en Setup de máquina, donde está disponible esta funcionalidad:
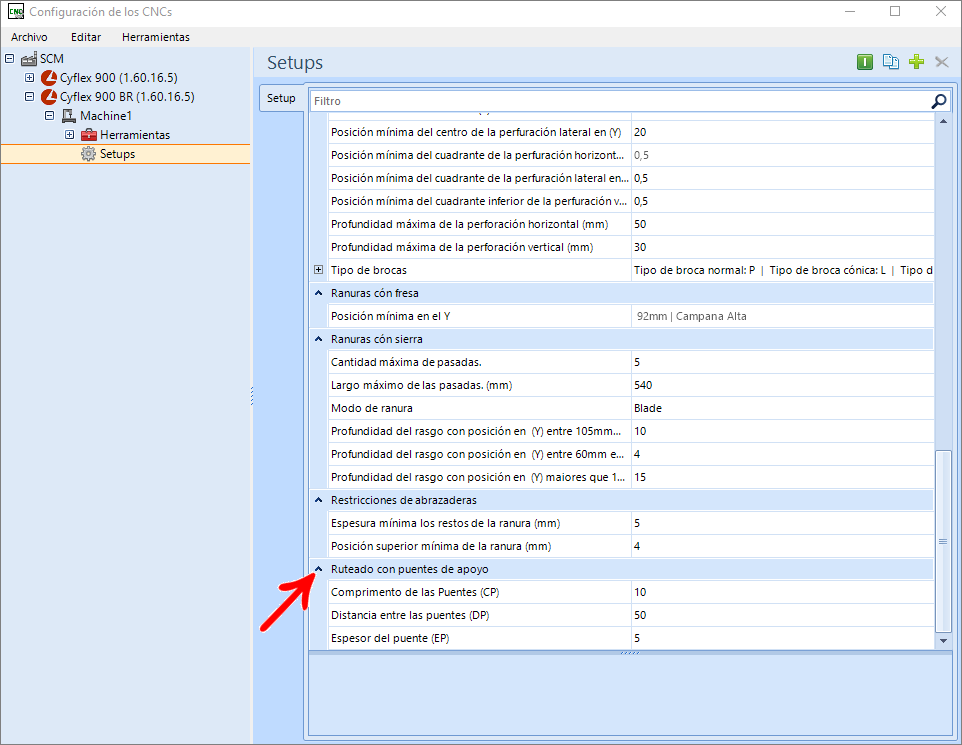
Longitud de puentes (CP): Define la longitud de los intervalos donde se realizará la mecanización para que el espesor restante sea igual al definido en el campo Espesor de las entradas.
Distancia entre puentes (DP): Define la longitud de los espacios entre puentes por donde se realizará el mecanizado, tal y como se define en el registro.
Espesor Puente (EP): Espesor que permanecerá en los intervalos donde se ejecutan los puentes de apoyo. Si este campo tiene un valor CERO, los puentes no se ejecutarán.
IMPORTANTE: El puente solo se ejecutará donde la longitud del puente + el diámetro de la herramienta sea menor que la línea mecanizada o la longitud del arco.
Programa
La construcción de puentes se puede realizar de dos formas diferentes, dependiendo de la máquina. Las formas son:
1. Máquinas que tienen su propio comando para ejecutar puentes: envía un solo mecanizado en el programa, con un comando específico, informando a la máquina que ese mecanizado debe realizarse considerando los puentes de apoyo. Ejemplos de máquinas: Cyflex HP, Cyflex 900BR, Cyflex SR.
2. Máquinas que no tienen comando propio para ejecutar puentes: envía varios comandos de mecanizado, es decir, un comando para que la herramienta baje al espesor del puente, y luego un comando por cada intervalo de paso entre los puentes. Ejemplo de máquina: Evolution 7405.
Ejemplos:
- Configuración de la instalación del puente

- Registro de piezas
- Visualización del programa generado con los puentes
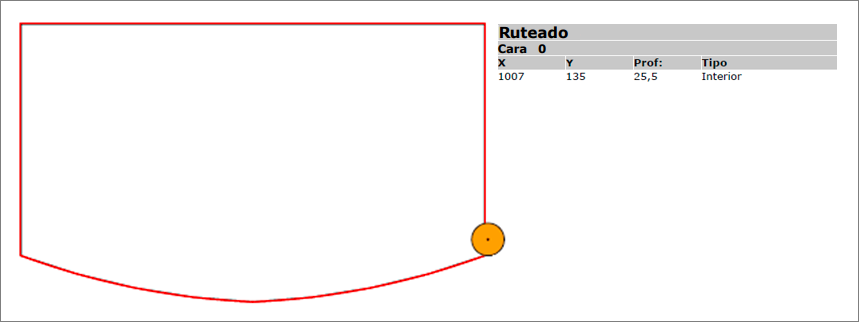
Ruteado con profundidad variante
Disponible a partir de la versión
- Plugin Builder 1.12.13.1 y todas las versiones de plugins compatibles
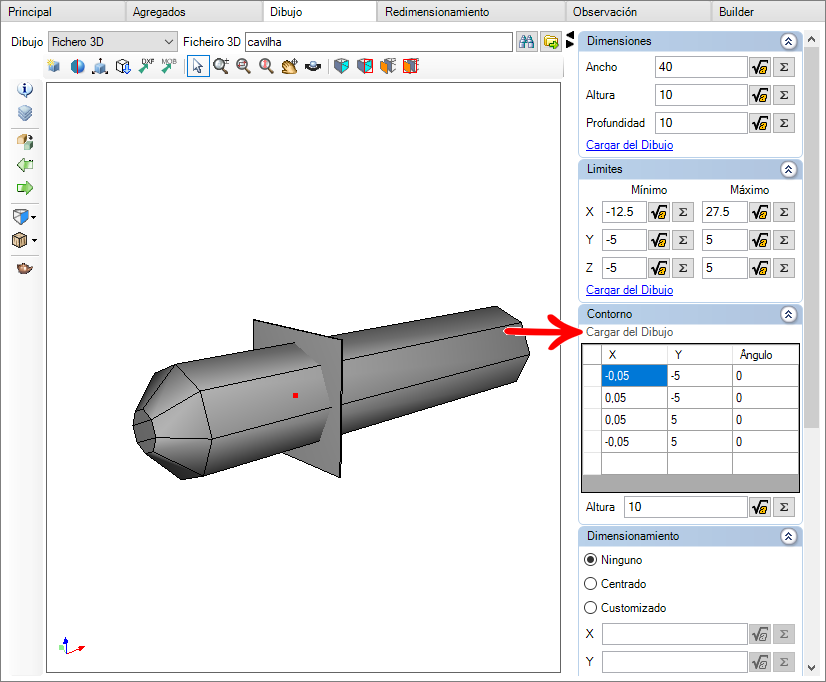
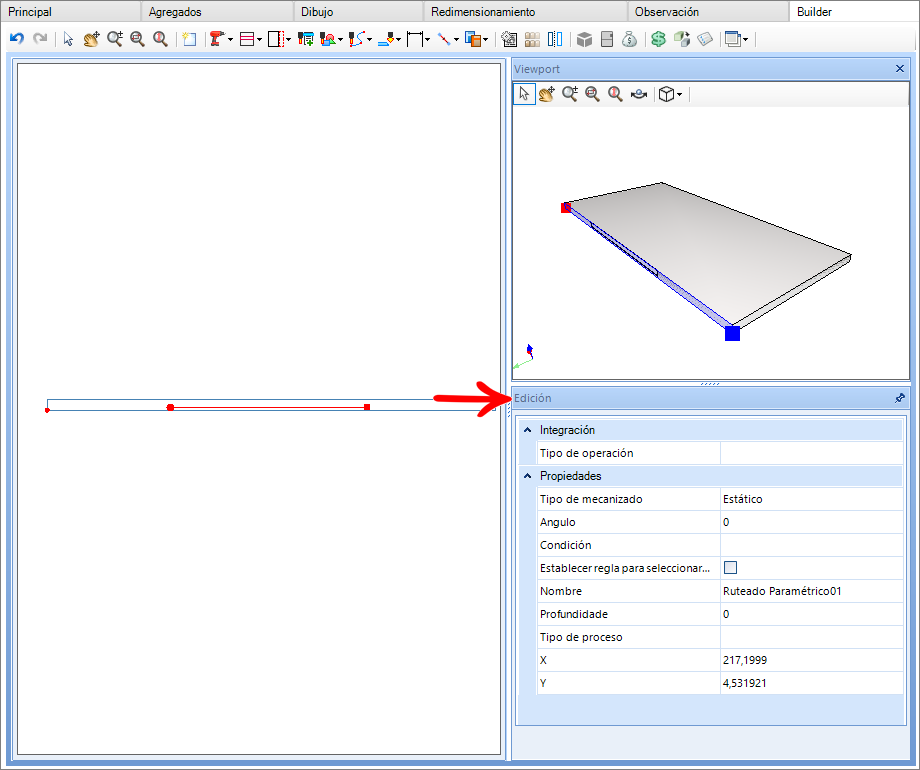
El ruteado con profundidad variante, se aplica sólo para el mecanizado en línea. Para registrarla realice los siguientes procedimientos:
1. Acceda a la pestaña Builder en el Editor de Módulos;
2. Seleccione el elemento deseado;
3. Cree una línea con dos o más puntos;
4. Aplique la profundidad deseada en el ruteado;
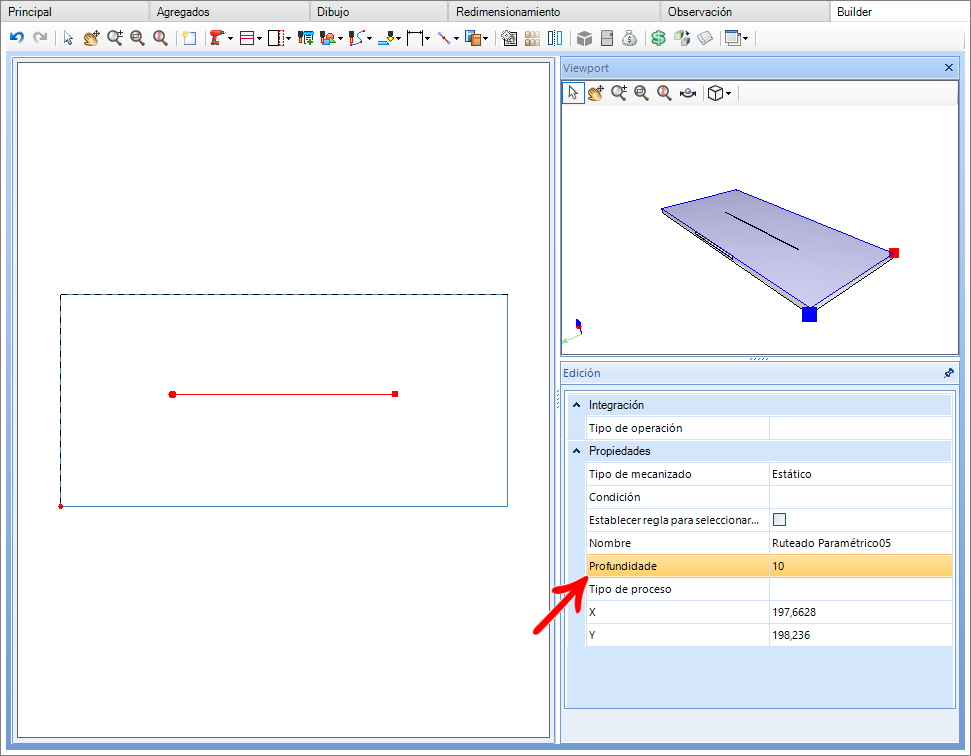
5. En cada punto será posible aplicar una profundidad diferente.
Ejemplo:
- En el punto inicial, se aplicó la profundidad (Z) con valor de 5.
- El punto final, la profundidad está con valor de 0. En ese caso, se utilizará el valor de la profundidad del mecanizado y no el del punto.
Siendo así, en este ejemplo el ruteado tiene los siguientes valores:
- Profundidad del punto inicial: 5
- Profundidad del punto final: 10

Máquinas compatibles con esta funcionalidad
|
MECANIZADO DE PERFILES
|
||
|
BIESSE 1. Rover 1836GFT 2. Rover 2231GFT 3. Rover 24 4. Rover A 1332 5. Rover A 3.30 6. Rover A4 7. Rover B7 8. Rover C9 9. Rover 20 10. Skill 300 K3 11. Skipper V31 12. Skipper 100 13. Skipper 130 |
SCM 1. Pratika 310 2. Pratika 315 3. Pratika 320 4. Pratika 325> 5. Pratika S 6. Tech Z1 7. Tech Z2 8. Tech Z5 9. Tech Z25 10. Tech Z30 |
MORBIDELLI 1. Accord 40 FX 2. Author 200 3. Author 327 4. Author 436S 5. Author 500 6. Author M600 7. M100 8. Unifex 9. Universal NB-3618 10. Universal NB-3622 11. Universal TV-3615 |
|
MECANIZADO EN LA CARA SUPERIOR / INFERIOR
|
|||
|
BIESSE 1. Rover 1836GFT 2. Rover 2231GFT 3. Rover 24 4. Rover A 1332 5. Rover A 3.30 6. Rover A4 7. Rover B7 8. Rover C9 9. Rover 20 10. Skill 300 K3 11. Skipper V31 12. Skipper 100 13. Skipper 130 |
BUSELATTO 1. Jet Optima
GIBEN 1. Flat BDT 2. Flat Selexx 3. Genesis EVO 4. PTP 5. WIBJ-5
MASTERWOOD 1. Project 250 2. Project 450 3. Project TF |
MORBIDELLI 1. Accord 40 FX 2. Author 200 3. Author 327 4. Author 436S 5. Author 500 6. Author M600 7. Cyflex HP 8. Cyflex SR 9. M100 10. Unifex 11. Universal NB-3618 12. Universal NB-3622 13. Universal TV-3615 |
SCM 1. Cyflex 900BR 2. Pratika 310 3. Pratika 315 4. Pratika 320 5. Pratika 325 6. Pratika S 7. Tech Z1 8. Tech Z2 9. Tech Z5 10. Tech Z25 11. Tech Z30 |