Consulte este artículo para obtener información sobre cómo establecer la integración con las máquinas del fabricante Weeke.
Si es necesario, seleccione uno de los temas cubiertos en este artículo a continuación:
Programas de máquina Homag que utilizan variables de dimensión
Disponible a partir de la versión:
- Plugin Builder 1.11.28 o superior.
Al integrarse con máquinas Homag/ Weeke, es posible posicionar operaciones utilizando la dimensión total de la pieza a través de las variables DX y DY en las posiciones de las operaciones, donde DX indica el tamaño de la pieza en el eje X y DY indica el tamaño de la pieza en el eje Y
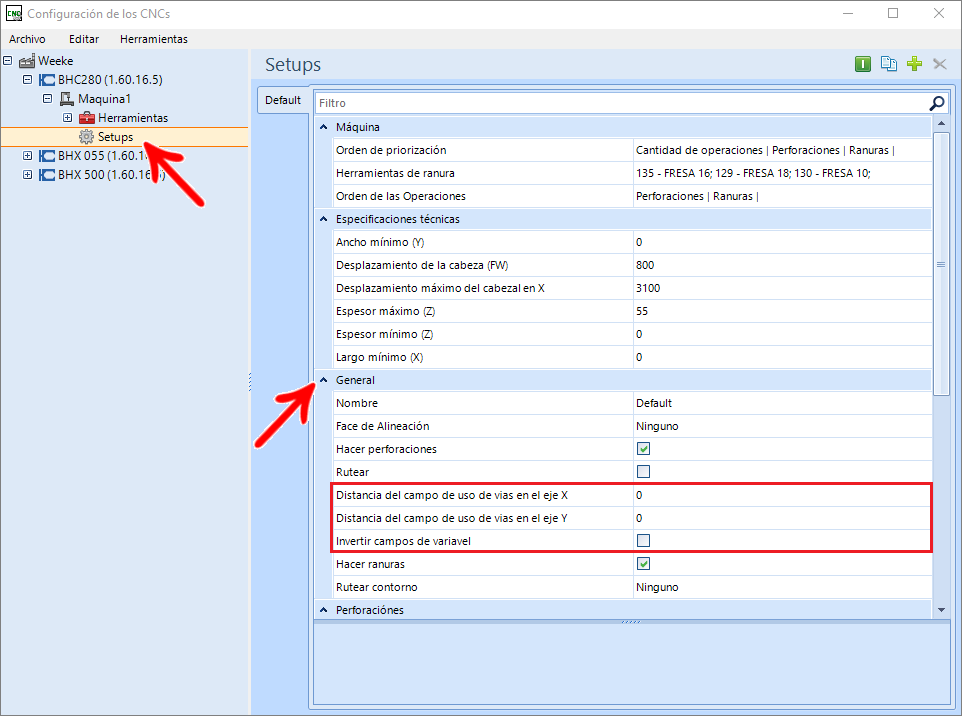
Para que una operación determinada utilice la funcionalidad, hay tres campos en el plugin de la máquina. Distancia de campo de uso variable en el eje X, Distancia de campo de uso variable en el eje Y y Invertir campos variables. A continuación se muestra una imagen debajo de los campos agregados al plugin:
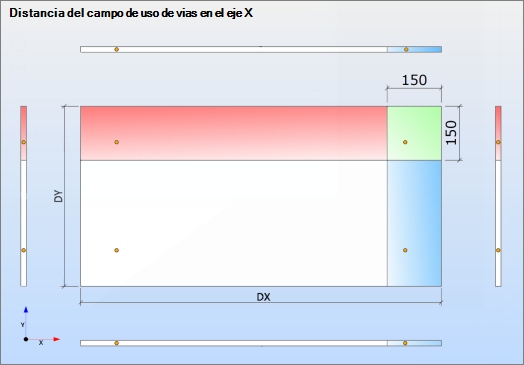
Distancia del campo de uso variable en el eje X
Para que las operaciones tomen la variable DX, las operaciones deben estar dentro del área determinada por el usuario.
EJEMPLO:

La medida colocada se refiere al final de la pieza, por lo que el campo donde la operación toma la variable, usando una pieza de 1000 mm de largo y la distancia de campo de 150 mm como ejemplo, debe estar por encima de al menos 850 mm.
Vea la ilustración a continuación para una mejor comprensión, el área azul es el campo donde las operaciones deben reunirse para usar la variable:
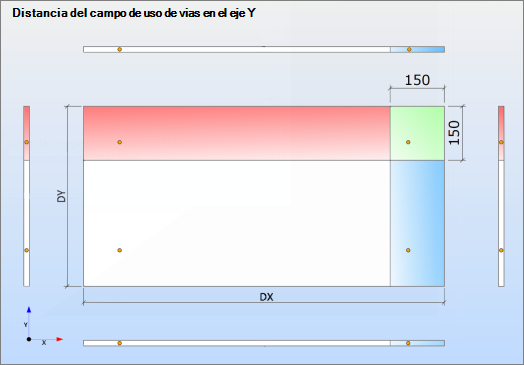
Distancia del campo de uso de la variable en el eje Y
Para que las operaciones tomen la variable DY, las operaciones deben estar dentro del área determinada por el usuario.
EJEMPLO:

La medida colocada se refiere al final de la pieza, por lo que el campo donde opera la variable, utilizando una pieza de 500 mm de profundidad y la distancia de campo de 150 mm como ejemplo, debe estar por encima de al menos 350 mm.
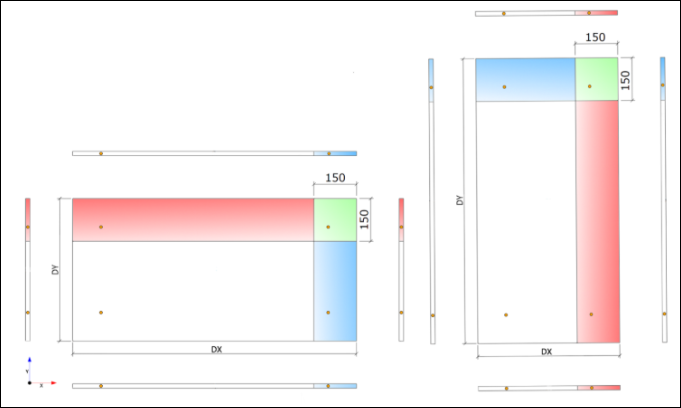
Invertir campos variables
La opción Invertir campos variables debe estar marcada cuando el usuario desea que los campos descritos anteriormente se inviertan cuando se gira una parte al generar el programa. A continuación se muestra una imagen del campo en el plugin y una ilustración que ejemplifica la rotación del campo:
EJEMPLO:

Ejemplificando la rotación de campo
EJEMPLO:
Programa generado, usando y no usando funcionalidad variable:
- Comandos que utilizan variable (programa de máquina)
- Comandos sin usar una variable (programa de máquina)
Ranuras de sierra dinámica en máquinas de Weeke
Disponible a partir de la versión:
- Plugin Builder 1.11.31.1 o superior.
Las Sierras en máquinas Weeke, registradas en el plugin, no tienen un diámetro definido, por lo tanto, la compensación de radio de las sierras no se realiza automáticamente para ranuras pasantes en un solo lado de la pieza.
Como estas máquinas no realizan compensación, la ranura respetará el valor registrado en el desplazamiento, registre la ranura en la pestaña Builder, configurando las opciones:
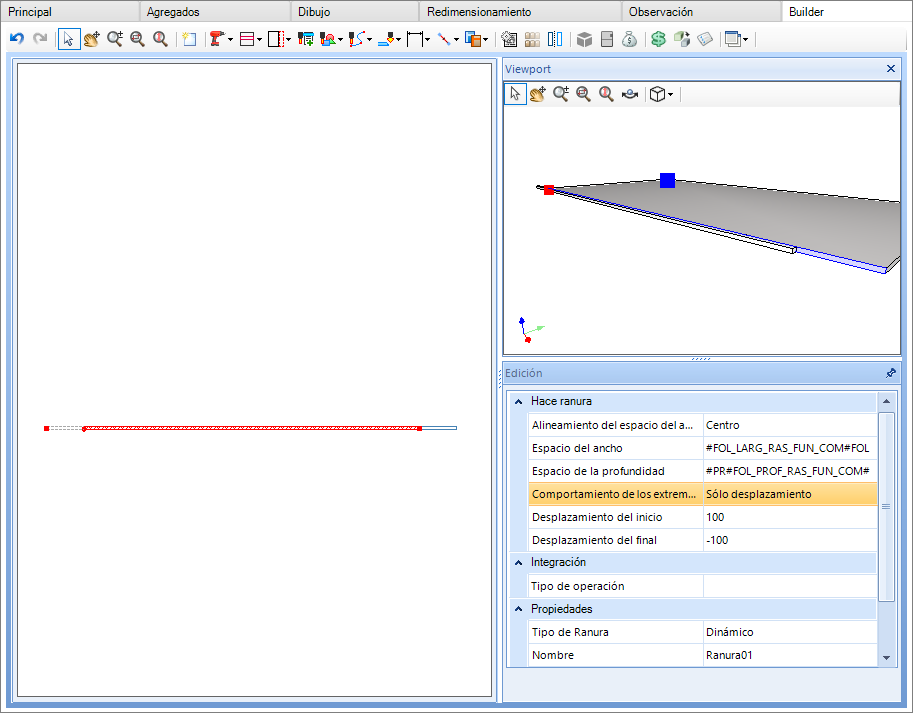
Comportamiento de las extremidades: Marque Solo desplazamiento.
Desplazamiento desde inicio: Determinará el desplazamiento que se realizará al inicio de la ranura en relación al inicio de la pieza.
- Valor positivo: desplaza el inicio de la ranura hacia el exterior de la pieza.
- Valor negativo: desplaza el inicio del desgarro hacia el interior de la pieza.
Desplazamiento final: Determinará el desplazamiento que se realizará al inicio de la ranura en relación al final de la pieza.
- Valor positivo: desplaza el final de la ranura hacia el exterior de la pieza.
- Valor negativo: desplaza el final de la ranura hacia el interior de la pieza.
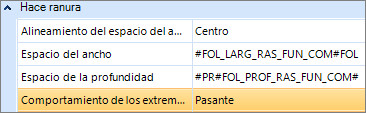
Para ranuras pasantes en ambos extremos, basta marcar la opción Pasante:
EJEMPLO:
Mientras que tenemos una Base, y queremos aplicar tres ranuras dinámicas:
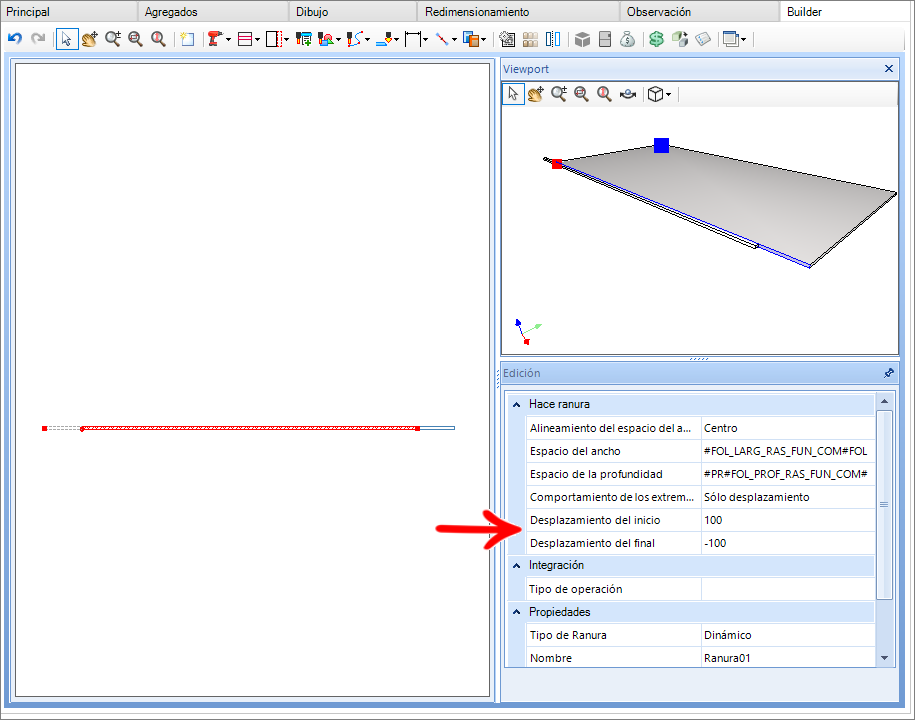
- En Fondo 1 - Una ranura que comienza en el final y termina en el interior de la pieza.
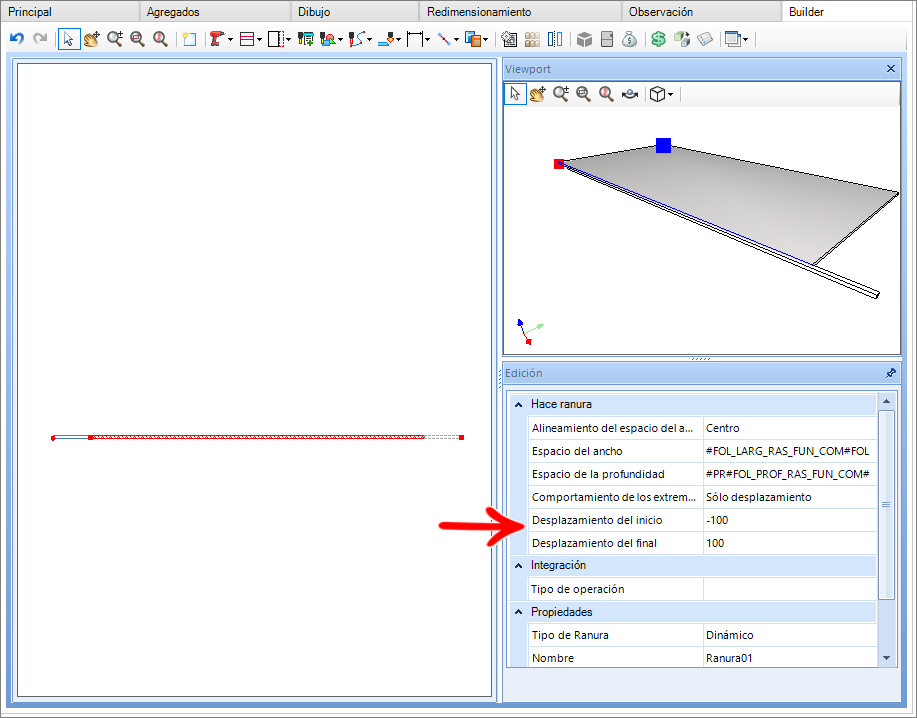
- En Fondo 2 - Una ranura que comienza en el interior de la pieza y termina al final.
- En Fondo 3 - Una ranura que va de un extremo a otro de la pieza.
Fondo 1
Fondo 2
Fondo 3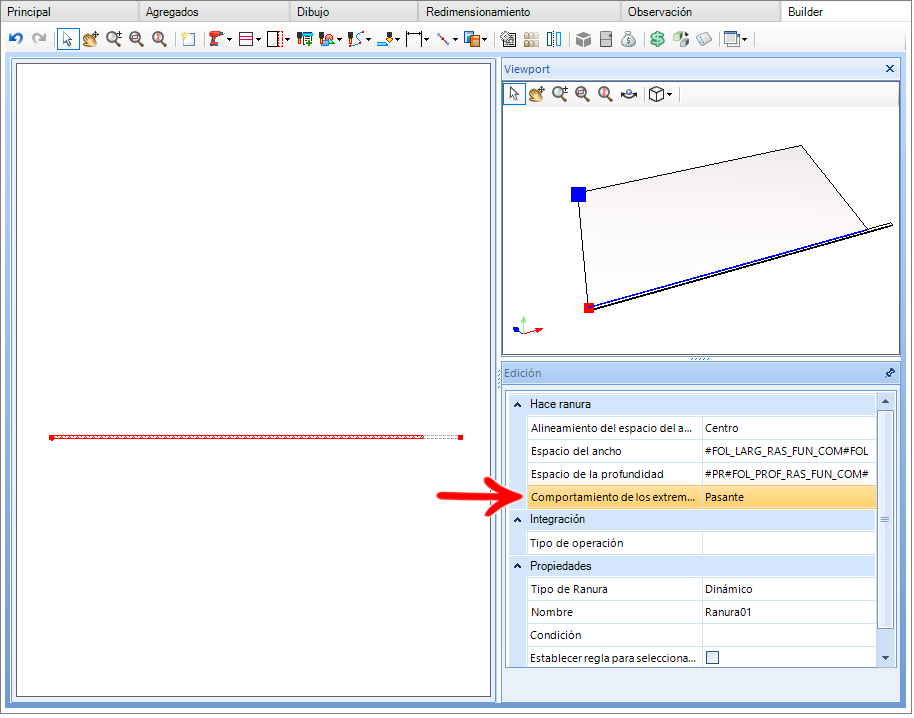
En el ambiente, insertamos los fondos en la base que recibirá las ranuras:
Luego, generando el programa, el resultado será:
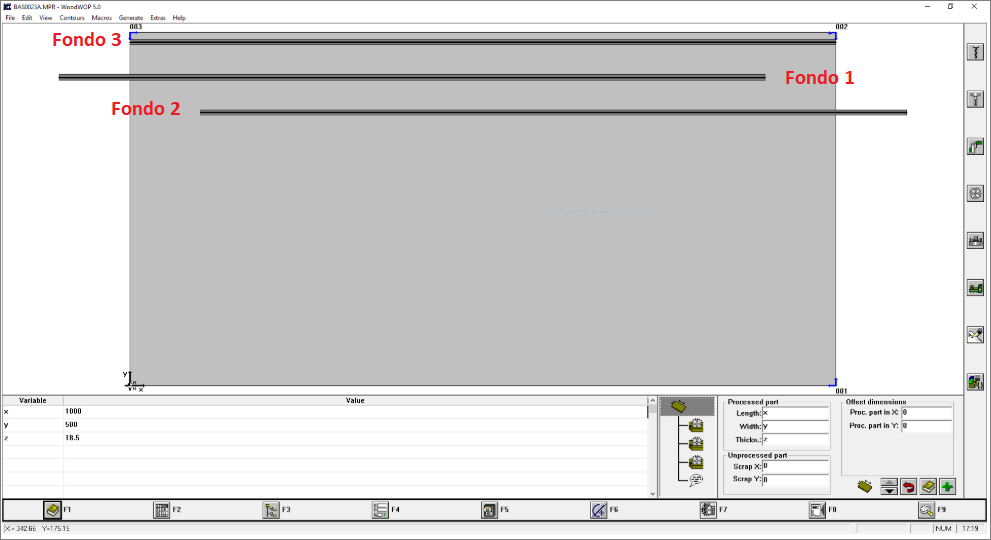
Nótese que los desgarros realizados por los fondos 1 y 2 se realizaron con respeto exacto a los desplazamientos informados.
Priorización del cabezal de la máquina BHX500
La máquina BHX500 tiene dos cabezales de perforación, uno superior y otro inferior. Configurando la máquina es posible realizar ajustes en cuanto a la usabilidad de estos cabezales.
A través de la opción Seleccionar el (los) cabezal (es), seleccione qué cabezales se utilizarán para realizar las operaciones de la máquina.
Las opciones son Ambos, Inferior y Superior.
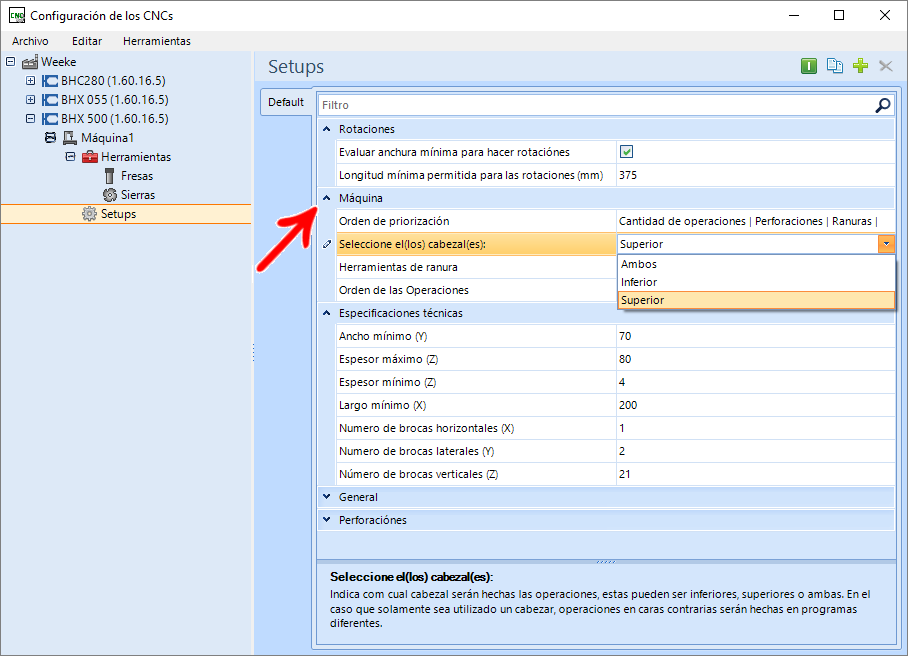
Si se elige Ambos en este campo, será posible indicar qué cabezal se priorizará durante la ejecución de las operaciones.
Seleccione entre Inferior y Superior.
EJEMPLO:
En este caso, a modo de ejemplo, seleccionando el cabezal Superior, ambos cabezales podrán realizar operaciones en las piezas, pero la priorización será para el cabezal Superior.
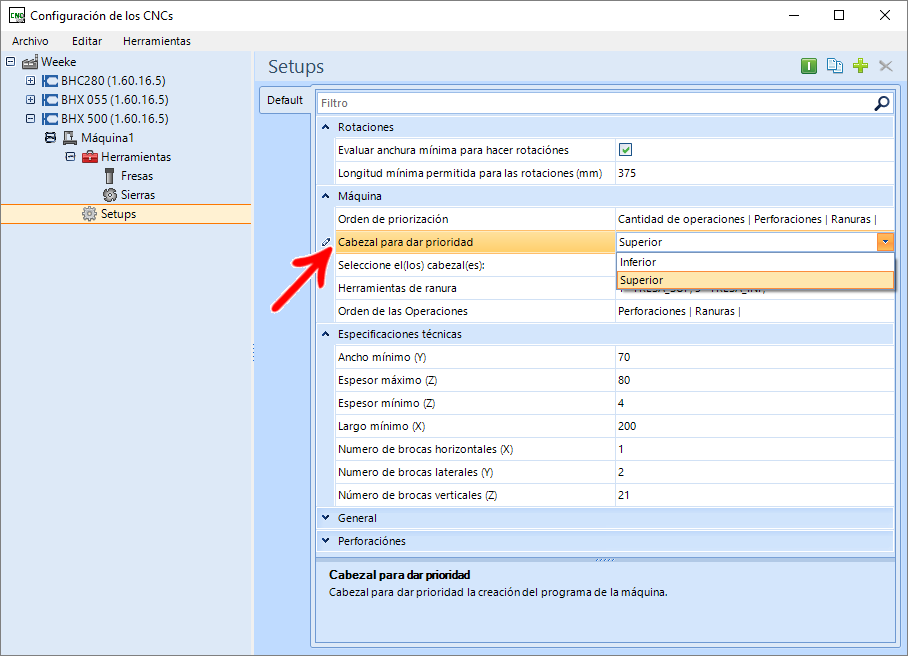
IMPORTANTE: La priorización de cabezal se realizará por la cara de la pieza que contiene la mayoría de las características.
Cambiar patrón de ranuras en máquinas Homag
Hay en las configuraciones de Setup de las máquinas Homag (BHX y Venture) opciones que determinan la velocidad de las brocas al entrar y perforar la pieza. Estas opciones se aplican a perforaciones pasantes y no pasantes. Para cambiarlos debemos seleccionar las opciones deseadas en el plugin:
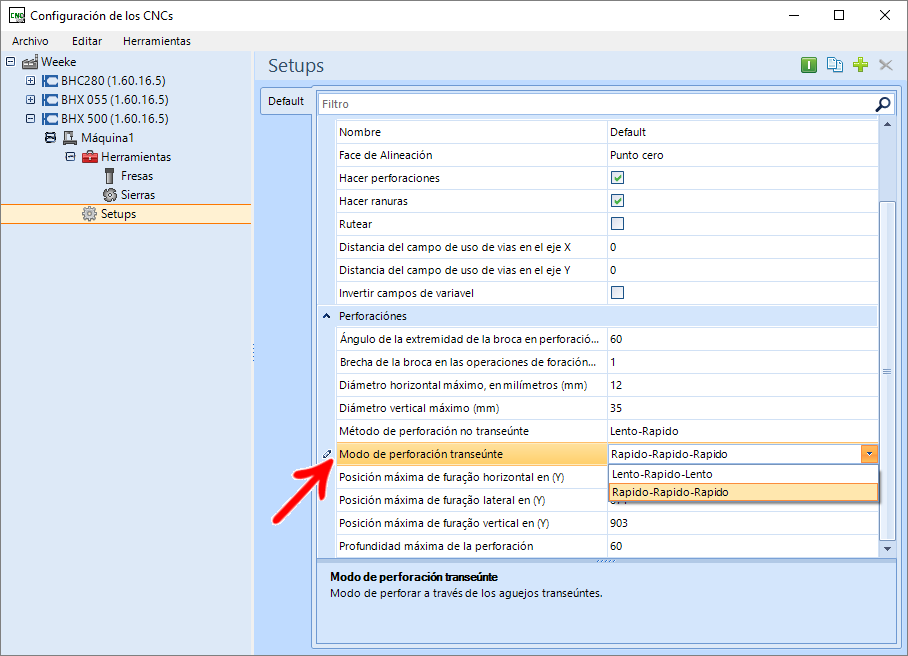

Luego de generar los programas, podemos ver el tipo de perforación seleccionado en el archivo MPR, abriendo WoodWop y seleccionando la perforación:
Compensación de la perforación y mecanizado pasante - BHX055
Disponible a partir de la versión:
- 1.60.14.20 de Plugin Builder o superior.
Compensación de la perforación y mecanizado pasante (mm)
En la edición de la Fresa está disponible la configuración de Compensación de la Perforación y Mecanizado de Pasante (mm).
Por estándar, esta propiedad tiene un valor de 0,1, por lo que todas las operaciones de mecanizado que tengan una profundidad que las caracterice como pasantes tendrán un aumento de profundidad de 0,1.
En BHX, esta propiedad puede recibir valores negativos superiores a -10 con un valor negativo en la propiedad, el mecanizado que pasa tendrá el valor establecido agregado a la profundidad de mecanizado, lo que resulta en una profundidad menor.
IMPORTANTE: el valor más bajo está restringido a -10, cuando se intenta ingresar un valor que es menor que -10, el valor se ajusta automáticamente a -10.
EJEMPLO:
Si el ruteado tiene una profundidad de 20 mm (que es igual al grosor de la pieza) y el valor ingresado en la Compensación de la perforación y mecanizado pasante (mm) es -2, la profundidad de mecanizado final será de 18 mm.