Dentro de los archivos generados por Builder, dibujos técnicos (PDF) e imágenes de etiquetas, todas las partes que tienen una cara de alineación registrada reciben el símbolo A, como se muestra en la siguiente imagen:
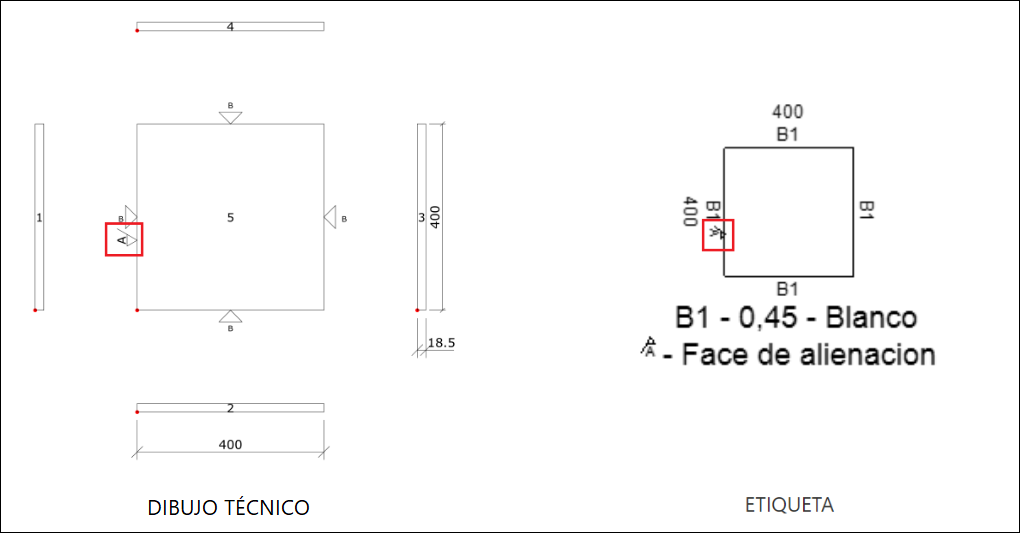
La cara de alineación se puede traducir mejor como la Aristas de la pieza que tocará el Origen (punto cero) de la máquina, pero todo depende de cómo se configuró el campo Alinear por cara en el Plugin CNC, detallado a continuación.
Por el punto cero

EJEMPLO:
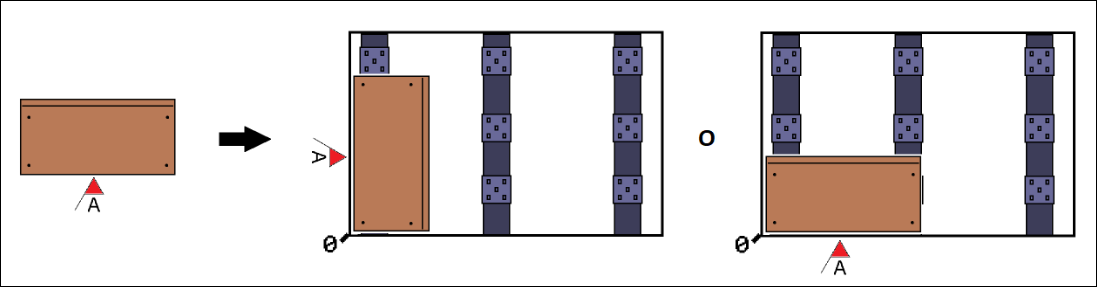
Esta configuración hace que la cara de alineación esté en contacto con el punto cero de la máquina, hay 2 posiciones posibles, ya que la cara de alineación puede estar tanto en la dirección longitudinal como en la anchura de la mesa de la máquina. En la práctica, en máquinas verticales por ejemplo, la pieza puede estar con la cara de alineación o hacia abajo, o hacia la derecha (en ambos casos, el origen de la máquina está en contacto con la cara de alineación de la pieza).
Esta es la opción más utilizada y recomendada, ya que, con 2 posibles posiciones por cara, genera menos restricciones físicas de la máquina y evita que posibles holguras o errores de alineación CNC se hagan muy evidentes en el mueble terminado, ya que, por defecto, la alineación La cara es la arista frontal de las piezas, por lo que cualquier diferencia en el mecanizado irá a la parte inferior del móvil.
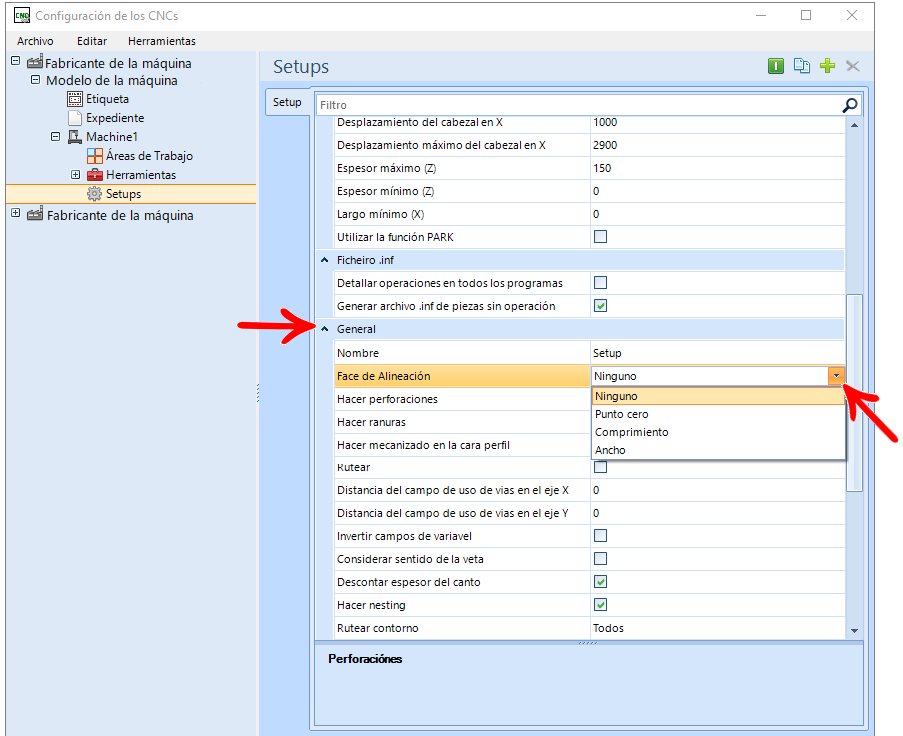
Ninguno

EJEMPLO:

Con esta opción, el complemento ignorará la cara de alineación de la pieza para que se gire de manera que pueda realizar la mayor cantidad de operaciones en un solo programa.
Comprimiento (Longitud)

EJEMPLO:
Esta configuración hace que la cara de alineación sea obligatoriamente paralela a la Longitud de la mesa de la máquina, por ejemplo: en máquinas verticales, la cara de alineación estaría hacia abajo.
Dejarlo en esta configuración mantiene un patrón de colocación entre todas las piezas, sin embargo, puede ocasionar algunas restricciones físicas con la máquina, ya que en este caso solo habrá 1 posición posible a cada lado de la pieza.
En el caso de una base (con alineación frontal), si está diseñada para un ancho pequeño, la pieza no se rotará en el CNC, ya que este ajuste obligará a que su alineación sea larga.
Ancho

EJEMPLO:
Esta configuración es, en última instancia, similar a la configuración de Comprimiento (Longitud), sin embargo, en este caso, la cara de alineación será paralela al ancho (o alto) de la mesa de la máquina.
Derrocamiento
En los casos en que la pieza tenga agujeros en ambos lados, lo que genera los programas A y B, es necesario inclinar la pieza sobre la máquina, para poder ejecutar el programa B.
La regla general es que, al realizar la inclinación, la cara de alineación inicial debe estar orientada hacia el mismo lado que estaba, por lo tanto, si la alineación es al largo (de la mesa de la máquina), la inclinación debe hacerse en dirección horizontal. Si la cara de alineación está en el ancho / alto (de la mesa de la máquina), la inclinación debe hacerse en dirección vertical.
OBSERVACIONES GENERALES:
Promob genera los dibujos técnicos en PDF y las etiquetas de forma estándar.
Por tanto, visualmente, no debe basarse en el dibujo proporcionado por Promob para el posicionamiento de la pieza en la máquina, la información que proporciona que es relevante para el posicionamiento es el borde que es la cara de alineación.
Para saber si la pieza será vertical u horizontal, puede abrir el programa en un software específico del fabricante, por ejemplo (Biesse Works, Xilog, Maestro, WoodWop….), Por lo que será posible verificar el diseño de la pieza en estos programas, ¿cómo será el significado de ellos?
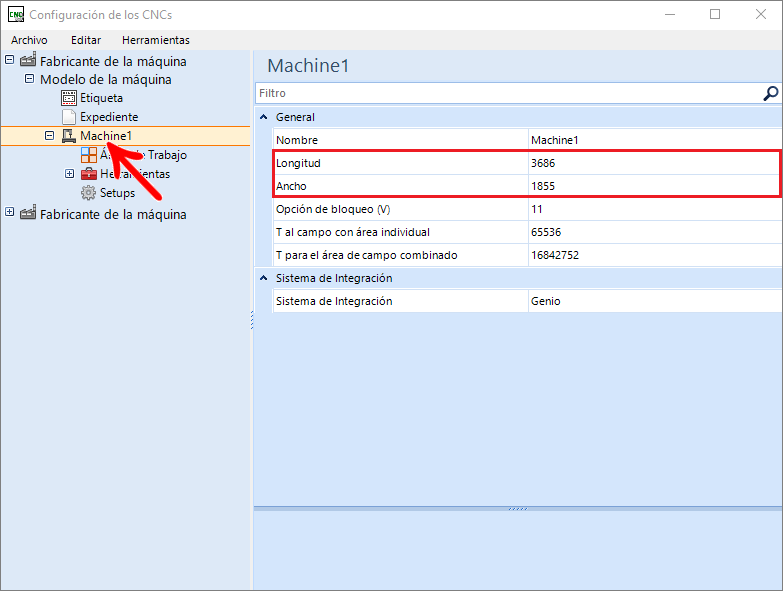
Para los valores de Longitud y Ancho, no necesariamente el valor más grande será la Longitud y el más pequeño será el Ancho. Esto se definirá en la Configuración de la máquina (CNC), como se muestra a continuación:
EJEMPLO:
Si tiene preguntas sobre cómo cambiar la cara de alineación en las composiciones de la biblioteca, vaya a Builder - Cambiar la cara de alineación en las composiciones