Verifique las especificaciones y configuraciones disponibles en el plugin Insider FT2.
Disponible desde la versión: Plugin Builder 1.60.17.4
Tipo de máquina: Centro de Ruteado CNC
Fabricante: Biesse
Ejemplos de programas: BOT0133A
Extensión del archivo generado: .XNC
Principales características
- Perforación;
- Fresas;
Configuración
Para revisar los ajustes en las máquinas CNC, haga clic aquí.
Máquina 1
Otros
Formato del programa: el formato definido en este campo definirá la extensión del archivo generado: .bpp , .Cid o .Cix.
General
Nombre: establezca el nombre de la máquina;
IMPORTANTE: el nombre definido en este campo también cambia el nombre de la carpeta donde se guardarán los archivos generados.
Ancho Y (mm): el valor introducido en este campo indica la anchura máxima utilizable de la máquina;
Longitud X (mm): el valor introducido en este campo indica la longitud máxima utilizable de la máquina.
Herramientas
Para comprobar los ajustes en las herramientas CNC, haga clic aquí.
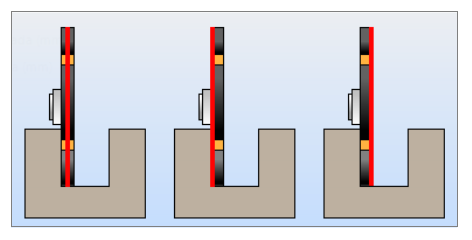
Sierras
Las sierras se utilizan para la ejecución de ranuras.
Propiedades
Alineación: sierra de alineación, centro, izquierda o derecha;
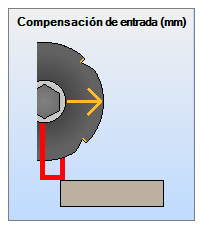
Compensación de entrada(mm): compensación de entrada de sierra para realizar el corte, en milímetros. Esta configuración solo se aplica si el ranura comienza fuera o sobre el punto de inicio de la pieza;
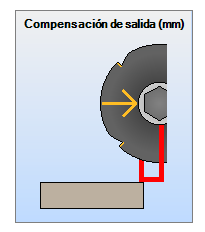
Compensación de salida(mm):compensación de salida de sierra para ejecutar el corte, en milímetros. Esta configuración solo se aplica si el ranura termina fuera o sobre el punto final de la pieza;
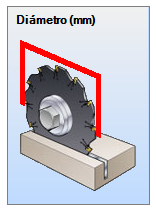
Diámetro (mm):diámetro de la herramienta;
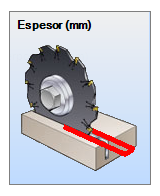
Espesor (mm): espesor de sierra;
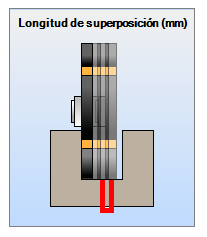
Longitud de superposición (mm): paso elevado entre pasadas de herramienta para evitar restos de material;
Nombre: nombre de la herramienta.
Restricciones
El espesor máxima de la sierra: Espesor máxima de la sierra, en milímetros;
El espesor mínima de la sierra: Espesor mínima de la sierra, en milímetros.
SetUps
Máquina
Orden de priorización: define el orden de priorización de operaciones para la generación de programas. Según el orden indicado en este campo, el complemento priorizará la opción seleccionada en el programa A;
Ejemplo: En una pieza que tiene agujeros en una cara y ranuras en la otra cara, el orden indicado en este campo determinará cuál tendrá prioridad en el programa A.
Orden de las Operaciones:orden en que la máquina realiza las operaciones.
Ejemplo: en una pieza que tenga perforaciones y ranuras en la misma cara, el orden indicado en este campo determinará la secuencia en que serán ejecutados por la máquina.
Especificaciones técnicas
Ancho mínimo(Y): ancho mínimo de la pieza para que la máquina pueda ejecutar las operaciones;
Espesor máximo (Z): espesor máximo de la pieza que la máquina puede ejecutar operaciones;
Espesor mínimo (Z):espesor mínimo de la pieza que la máquina puede ejecutar operaciones;
Largo mínimo (X): ancho mínimo de la pieza para que la máquina pueda ejecutar las operaciones.
General
Nombre: el nombre definido en este campo también cambia el nombre de la carpeta donde se guardarán los archivos generados;
Face de Alineación: define si se considera la cara de alineación registrada en cada pieza al generar los programas. En caso afirmativo, esta cara se alineará según la configuración seleccionada. Para más informaciones, haga clic aquí;
Simetría: ejecute perforaciones simétricos simultáneamente;
Versión: versión del programa generado.
Perforaciones
Broca a perforación normal: opción de ruteadora para la perforación normal. La perforación se considerará normal cuando no sea a través o marcando la perforación;
Diámetro mínimo para broca normal grande| perforación normal (mm): esta opción solo estará disponible cuando se elija la opción de Perforación Normal. Las ruteadores con un diámetro inferior al registrado utilizarán una broca normal. Las perforaciones con un diámetro mayor o igual al registrado utilizarán una ruteadora normal grande;
Broca a perforación pasante: opción para la perforación de perforaciones pasantes. Se considerará que el ruteadora es pasante cuando la profundidad es mayor que el espesor de la pieza;
Broca a perforación de marca: opción de broca para marcar la perforación. Se considera que la perforación es de marcado cuando la profundidad es menor o igual al valor establecido en el campo Profundidad de perforación de marcado (mm);
Profundidad del perforaciones de marca (mm): profundidad máxima para ser una perforación de marcado. Cuando el perforación sea menor o igual, se considerará automáticamente como perforación de marcado;
Ángulo de la extremidad de la broca en perforación pasante: determine el ángulo del extremo de la broca para usar con perforaciones pasantes (de 25 a 90 grados). Este valor se utiliza en el cálculo para determinar el aumento en la profundidad del perforación pasante para garantizar que el perforación atraviese completamente la pieza;
Brecha de la broca en las operaciones de foración pasante (mm):determine la holgura de perforación para uso en perforaciones pasantes;
Número de brocas horizontales (X): número de brocas, por cada cara horizontal, presentes en la máquina;
Número de brocas laterales (Y): número de brocas, para cada cara lateral, presentes en la máquina;
Número de brocas verticales (Z):número de brocas verticales presentes en la máquina;
Tipo de brocas: define los códigos utilizados para cada tipo de perforación. Los códigos se definen en los campos, tipo de broca avellanada, tipo de broca de lanza, tipo de broca normal y tipo de broca normal grande.
Ejemplo de dibujo técnico