Check below the specifications and configurations available in the Rover K FT 1531 plugin:
Available from version: Plugin Builder 1.60.17.02
Machine Type: CNC Machining Center
Manufacturer: Biesse
Generated file extension: .bpp and .Cix
Manual: manual provided by the manufacturer, click here.

Main features
- Holes;
- Slot;
- Machining;
- Contour;
- Nesting.
Settings
Machine 1
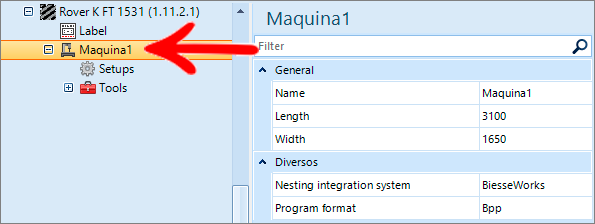
General
Name:define or name me for machine.
Length X (mm):length of the machine.
Width Y (mm):width of the machine.
Several
Nesting integration system: defines with which system the nesting integration will be performed, Bsuite3 or BiesseWorks.
Program format: define the type of file that is generated.
Tools
Mills
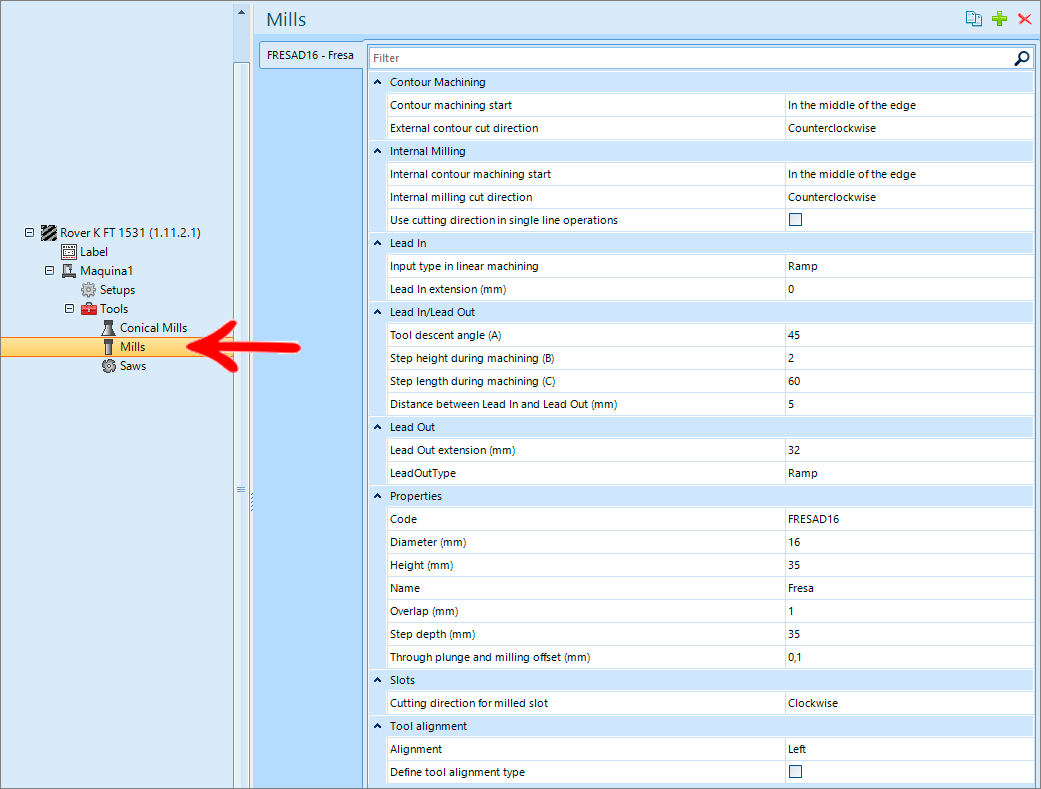
Contour Machining
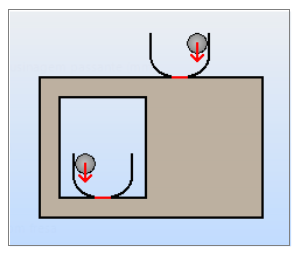
Contour machining start: defines where contour machining starts, at one of the corners or in the middle of one of the workpiece edges. This option is applicable only to external contour machining.
External contour cut direction: defines whether contour machining has to be done clockwise or counterclockwise.
Internal Milling
Internal contour machining start: it defines internal machining to be made in a non-clockwise or anti-clockwise direction.
Internal milling cut direction: defines where internal contour machining starts, at one of the corners or in the middle of a machining edge.
Use cutting direction in single line operations: when you mark this setting, single-line machining operations follow the cutting direction of the mills.
Lead in
Input type in linear machining: defines the type of input that the tool will use to perform renderings and contours in linear shapes. Options Ramp, vertical, circular.
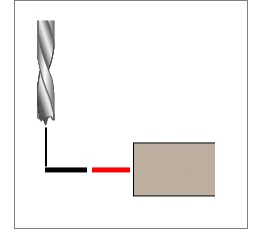
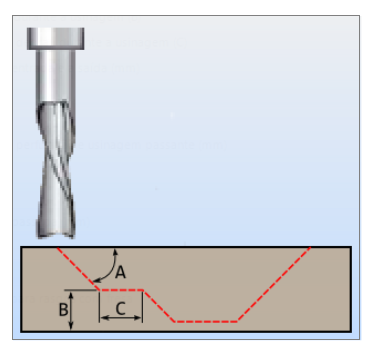
Lead out extension (mm): extension of the entrance before the contour cutting starts, equivalent to the red line in the image.
Lead in/ Lead out
Tool descent angle (A): the angle of descent of the tool defined by dimension A.
Step height during machining (B): step height during machining.
Step lenght during machining (C): step length during machining.
Distance between lead in and lead out (mm): distance the tool exits and enters the part. It is advisable that this value be greater than zero so that the cut does not leave any fragments (burrs)
Lead Out
Lead Out extension (mm): output extension after machining/contouring is finished, equivalent to the red line.
Lead Out Type: defines the type of output that the tool will use when machining and contouring.
Properties
Code: tool code
Diameter (mm): tool diameter.
Height (mm): height of the milling tool, in millimeters.
Name: tool name.
Overlap (mm): overpass between tool passes to avoid material leftovers.
Step depth (mm): depth of tool step.

Through plunge and milling offset (mm): compensation of the drilling and machining of the part.
Slots
Cutting direction for milled slot: defines whether the cut must be clockwise or counterclockwise.
Tool Alignment
Alignment: defines whether the tool has an offset in the center, left or right according to the direction of the Cutting direction option for contour machining.
Define tool alignment type: defines the tool alignment type.
Conical Mills
Contour Machining
External contour cut direction: it defines the machining of contours to be made in a non-clockwise or anti-clockwise direction.
Internal Milling
Internal contour machining start: defines where the internal contour machining starts, at one of the corners or in the middle of one of the machining edges.
Internal milling cut direction: it defines the machining of contours to be made in a non-clockwise or anti-clockwise direction.
Properties
Code: tool code.
Cutting Angle: tool cutting angle
Diameter (mm): tool diameter.
Height (mm): tool height.
Horizontal step depth (mm): depth of the tool's step.
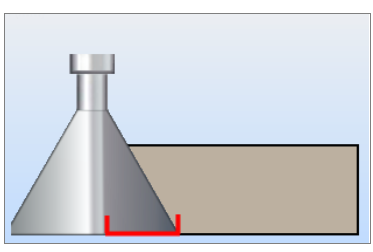
Machining Compensation: compensation for drilling and through machining.
Name: tool name
Vertical step depth (mm): depth of the tool's step.
Saws
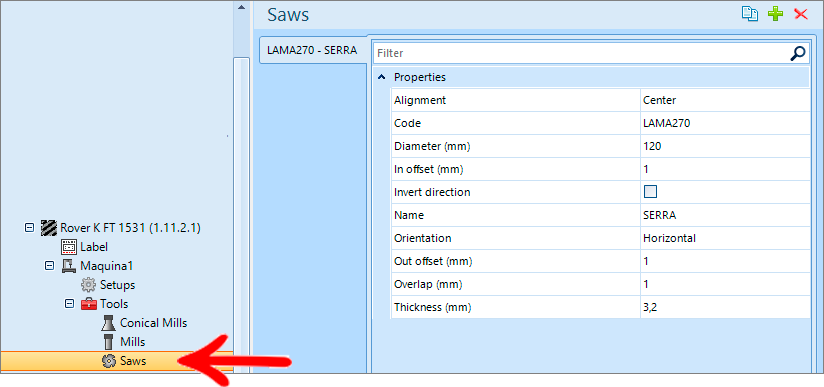
Properties
Alignment: alignment of the saw, center, left or right.
Code: tool code.
Diameter (mm): tool diameter.
In offset (mm): transfer between the passes of the hardware to avoid leftover material.
Invert direction: with the option disabled the cut starts at the measurement closest to the machine zero point. With the option enabled the start of the cut occurs in the opposite position of the zero point.
Name: tool name.
Orientation: tool orientation, vertical or horizontal.
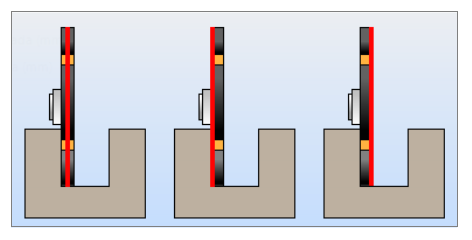
Out offset (mm): saw output compensation for performing the cut, in millimeters. This setting is only applied if the slot ends outside or on the endpoint of the part.
Overlap (mm): input compensation of the saw to perform the cut, in millimeters. This setting is only applied if the slot starts outside or on the starting point of the part.
Thickness (mm): thickness of the saw.
SetUps
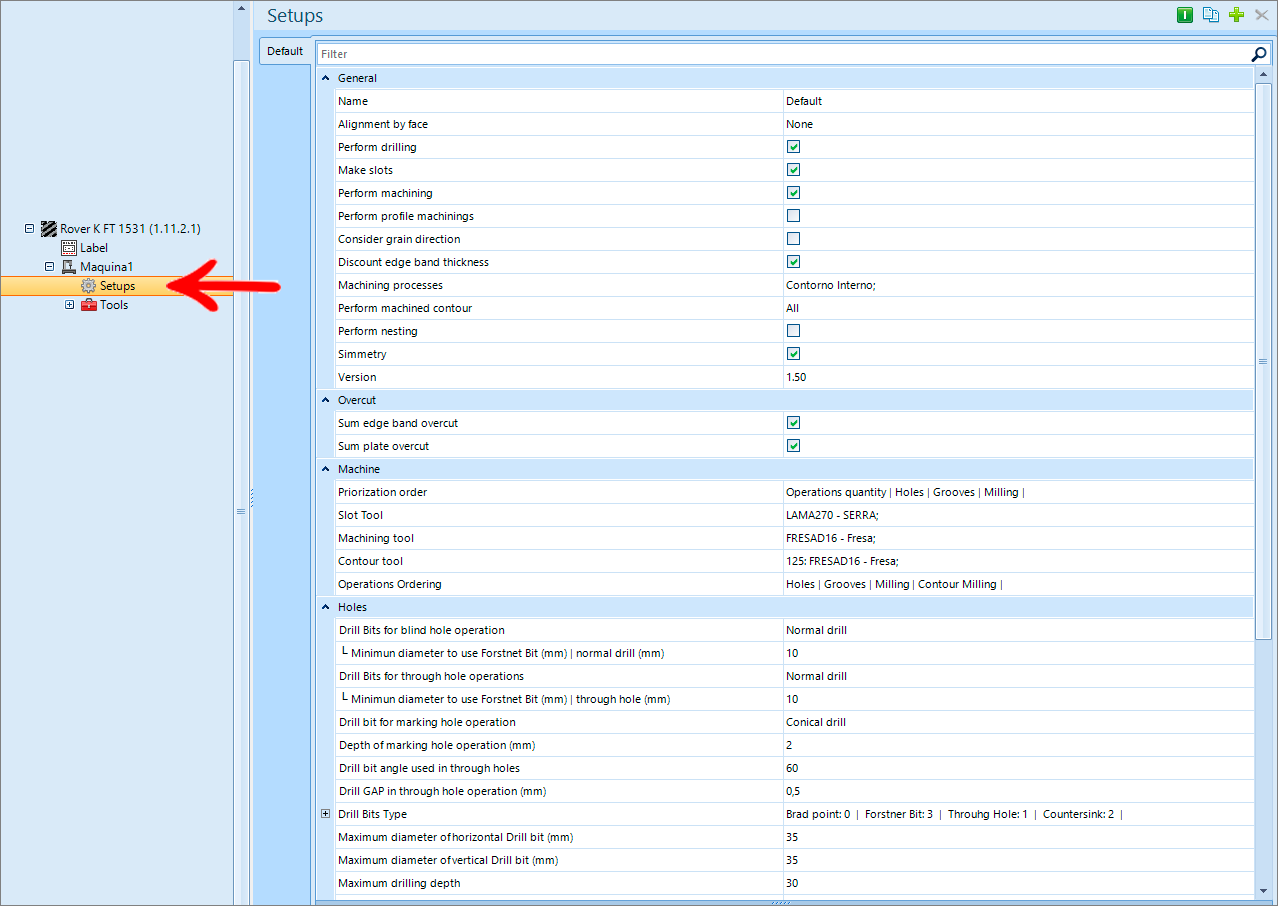
General
Name: name of the machine setup.
Alignment by face: defines whether the alignment face registered on each part is considered when generating programs. If yes, this face will be aligned according to the selected configuration.
Perform drilling: machine is enabled to drill holes.
Make slots: machine is enabled to make slots.
Perform machining: machine is enabled to do machining.
Perform profile machining: machine is enabled to do profile machining.
Consider grain direction: consider the direction of the vein when generating the nesting programs.
Discount edge band thickness: discount the defined part edge thickness value.
Machining processes: how the machine processes the machining.
Perform machined contour: machining the contours, all, selected only, or none.
Perform nesting: generate programs for nesting.
Simmetry: execute symmetrical holes simultaneously.
Version: generated program version.
Overcut
Sum edge band overcut: consider the edge overcut value registered in the part.
Sum plate overcut: consider the sheet overcut value registered in the part.
Machine
Priorization order: defines the order of prioritization of operations for generating programs.
Slot tool: tool used for slot.
Machining tool: tool used for machining.
Contour tool: tool used to make contours.
Operations ordering: order that the machine performs operations.
Holes
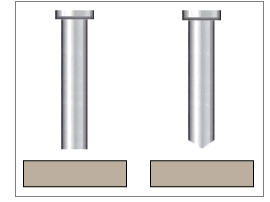
Drill bits for blind hole operation: type of drill bit for drilling – Normal Drill, Lance or Reamer.
Minimium diameter to use Forstnet Bit (mm) | normal drill (mm): drillings with a diameter smaller than the one registered, use a normal drill. Drillings with a diameter greater than or equal to the registered diameter use a Normaleg drill.
Drill Bits for through hole operations: type of drill for through hole drilling - Normal Drill, Spear or Reaming Drill.
Minimium diameter to use Forstnet Bit (mm) | through hole (mm): drill bit diameter defined for through hole drilling.
Drill bit for marking hole operation: type of drill bit for marking drilling – Normal Drill, Lance or Reamer
Depth of marking hole operation (mm): maximum depth to be a marking hole. When the hole is smaller or equal it will automatically be considered a marking hole.
Drill bit angle used in through holes: determine the angle of the end of the drill bit for use with through holes. (from 25 to 90 degrees).
Drill GAP in through hole operation (mm): determine the clearance of the drill for use in through holes.
Maximum horizontal diameter (mm): maximum diameter of horizontal drills.
Minimum hole diameter: minimum hole diameter.
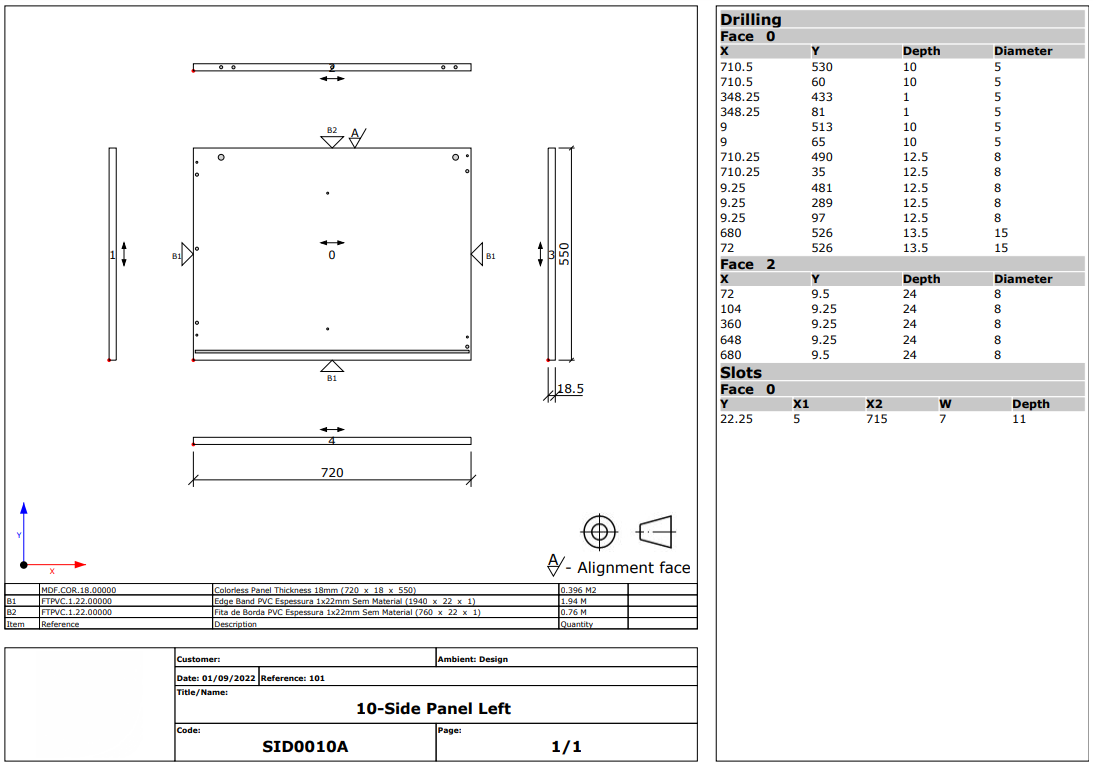
Example of Technical Drawing